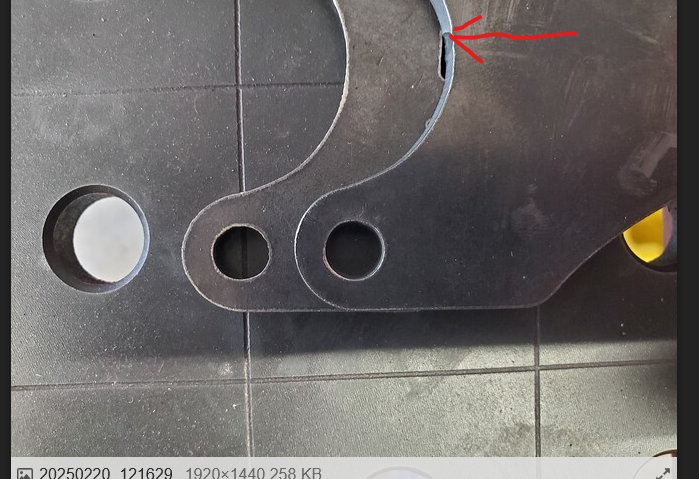
I recently cut 20 brackets with 3/8" 4 holes each. As we know, small holes are not the strong point of a plasma cutter. I would like to make the holes rounder and slightly bigger at 7/16".
For whatever reason, I cannot use a drill press at this point; the problem with using a 7/16" drill (especially with a handheld cordless drill) is that typical drills are too aggressive for this small enlargement, they bite too much and I broke one after 5 holes - 75 more to go.
The biggest problem you have is that the walls of the plasma cut holes are now hardened more than your HSS drills. Not easy (or possible) to cut. I am not a machinist so I am avoiding making any suggestions other than do it a different way next time.
Yeah I read about that but I am not sure how much harder the surface really is. The general consensus is that the hardened part is pretty thin. Maybe I can do a quick pass with a carbide burr with the die grinder first? Yeah kind of annoying
I already have the parts cut - they are not precision parts, but I’d like to improve them slightly. This is in 1/4" thick material, there is some measurable bevel in the holes, etc
As for the clean hole, I use an arc lead in/out that follows the angle of the hole. Proper travel speed is what will get you not only a correctly sized hole, but also minimize beveling.
This is assuming you have the correct kerf width figured out when you performed outside cuts (squares).
Proper setup is key I agree and in this case I actually had to use a 1.1mm nozzle instead of the typical 0.9 I use because of poor planning from my side. In practice the correct approach is to have a good process, but occasionally things go “wrong” and I would like to have a plan to fix things
Get a lenox step drill with the long drill depth from 3/16 to 1/2" i use these in the field drill just about anything and hundreds of holes, they may have a titanuim coated as well
Unfortunately I think carbide drills would break right away. I am enlarging a hole slightly, the typical drill geometry would be too aggressive, I am afraid the it would snap almost immediately being more brittle than a steel one.
Enlarging a hole, especially with a handheld, can break drills very easily even in non-hardened material.
@manoweb if you only have slightly tapered holes on these current parts you could add a slight counterbore or chamfer to each side and that will mask the bevel quite a bit.
I’ve used a ream in the past on plasma cut parts and I find you have to make sure that you’re not going too fast with your drill while you’re using it. As soon as the ream gets too hot it’s going to lose its Edge.
What kind of cam rules are you adding to those holes? Are you reducing the feed rate for your tighter radii ?
I second the cutting fluid. At work we work every day with flame and plasma cut parts. The first cut can be tricky if the vendor uses some means to quickly cool the parts. Oil is your friend tap magic works great as well
The problem with drilling with a hand drill is like @TinWhisperer said speed. Most hand drills run unreasonably fast for redrilling holes.
It might be best @manoweb to try to find a drill press to use. I see you said that’s not a option I am curious as to why are the parts to big?
In November I cut out some T-post puller plates out of 1/2" steel. I needed 7/16" holes but I failed to program in the feed optimization and had some holes with such severe bevel that a 3/8" bolt would not fit.
As already mentioned, carbide bits in a hand drill are brittle and will break easily. Same is true of my favorite Cobalt drill bits. They even state on the packages “Do not use with hand drill” even though I do all the time.
I ruined two cobalt bits trying to auger out the holes. I was successful with a few holes but ended up just welding over the worst holes with the chain retainer: