Langmuir Systems Forum
Editing Pierce Delay in Mach3
Software
Mach3
ctgolfer
September 6, 2019, 1:31am
16
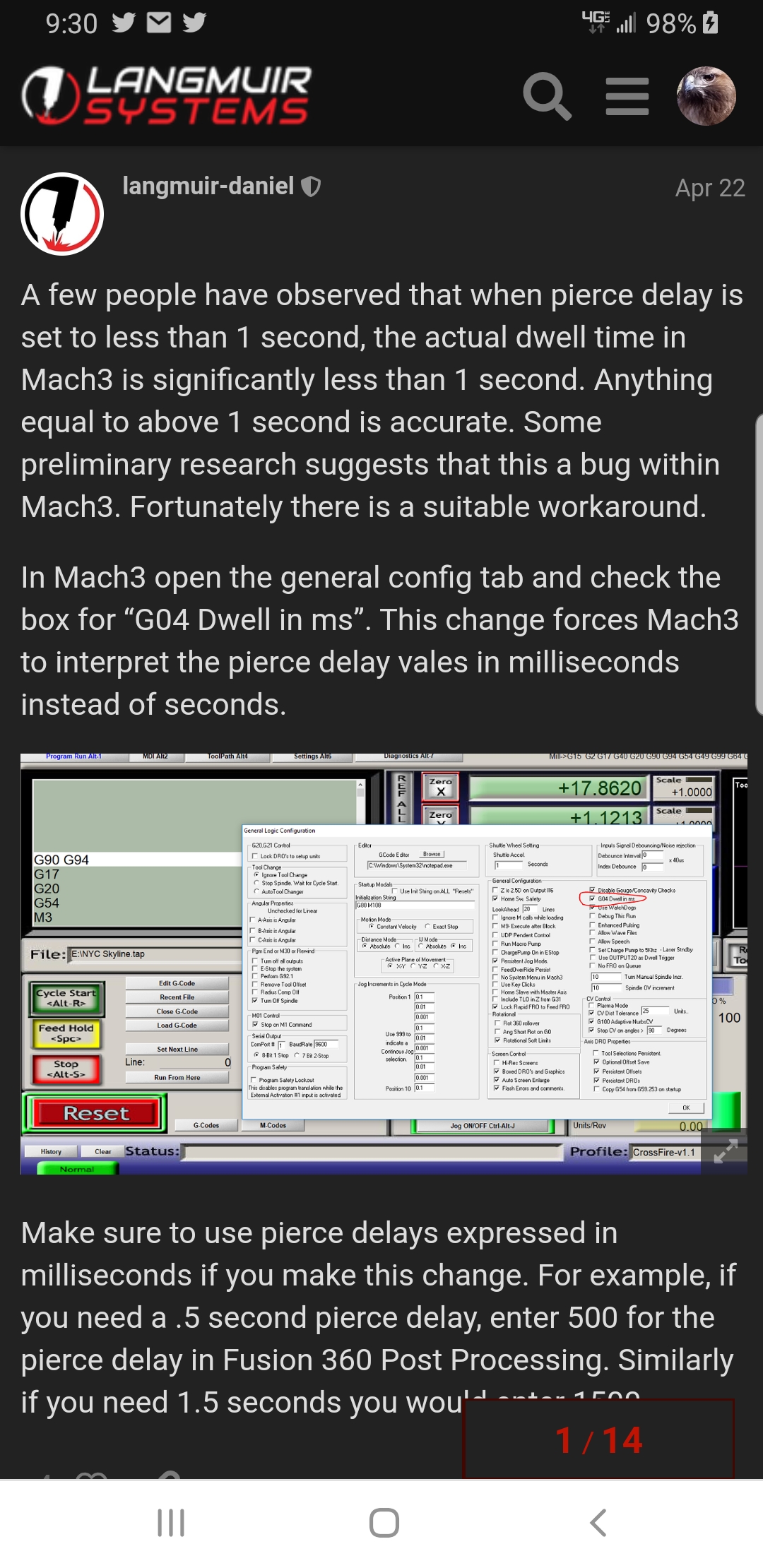
Screenshot_20190905-213023_Chrome
1080×2220 724 KB
https://forum.langmuirsystems.com/t/mach3-pierce-delay-issue/3542
1 Like
show post in topic