Is this possible at all? I found on the control panel where I can edit the feed rate, but was wondering if there is a way to adjust the delay within Mach3 once its programmed in Fusion Cam.
I tried looking on Mach3 forum but it still seems you are unable to search.
What I did was go back into the final step in fusion cam and edit the pierce delay. Just wondering if there was a quicker way.
What you mentioned is probably the easiest way or you could open the g-code in notepad and change it there. It will say something like M3 P2. M3 is torch on P2 is pause time in seconds. Change your time and save the file. You would have to do this for each line of code that has M3 P2.
1 Like
Yeah, hoping that wasn’t the route I had to take… But was on a hunch that it was going to be that.
Time to decipher Gcode !
Thank you
If you are cutting a simple shape with one cut editing the g-code in notepad would be the fastest otherwise fusion would be faster and easier.
Learning g-code is nice cause you actually know what the machine is doing and can change things on the fly. Pierce delay, feedrate, positions etc.
1 Like
So I had sort of the same question, but in Mach3 there’s a tab that says “Edid Gcode” and I tried that but it won’t let you do anything (evidently I wanted to reduce the cut speed in one area of my part). I thought that the edid Gcode tab would let you actually edit a loaded Gcode in the window on the fly, I take it I’m thinking incorrectly?
I wonder why this isnt the case myself. I frequently make g code edits on the fly and always have to go into windows explorer to open the file in notepad. As good as Mach3 is in some ways, its not good in others.
@langmuir-daniel you need to tell Mack 3 where Notepad.exe is located on the computer.
3 Likes
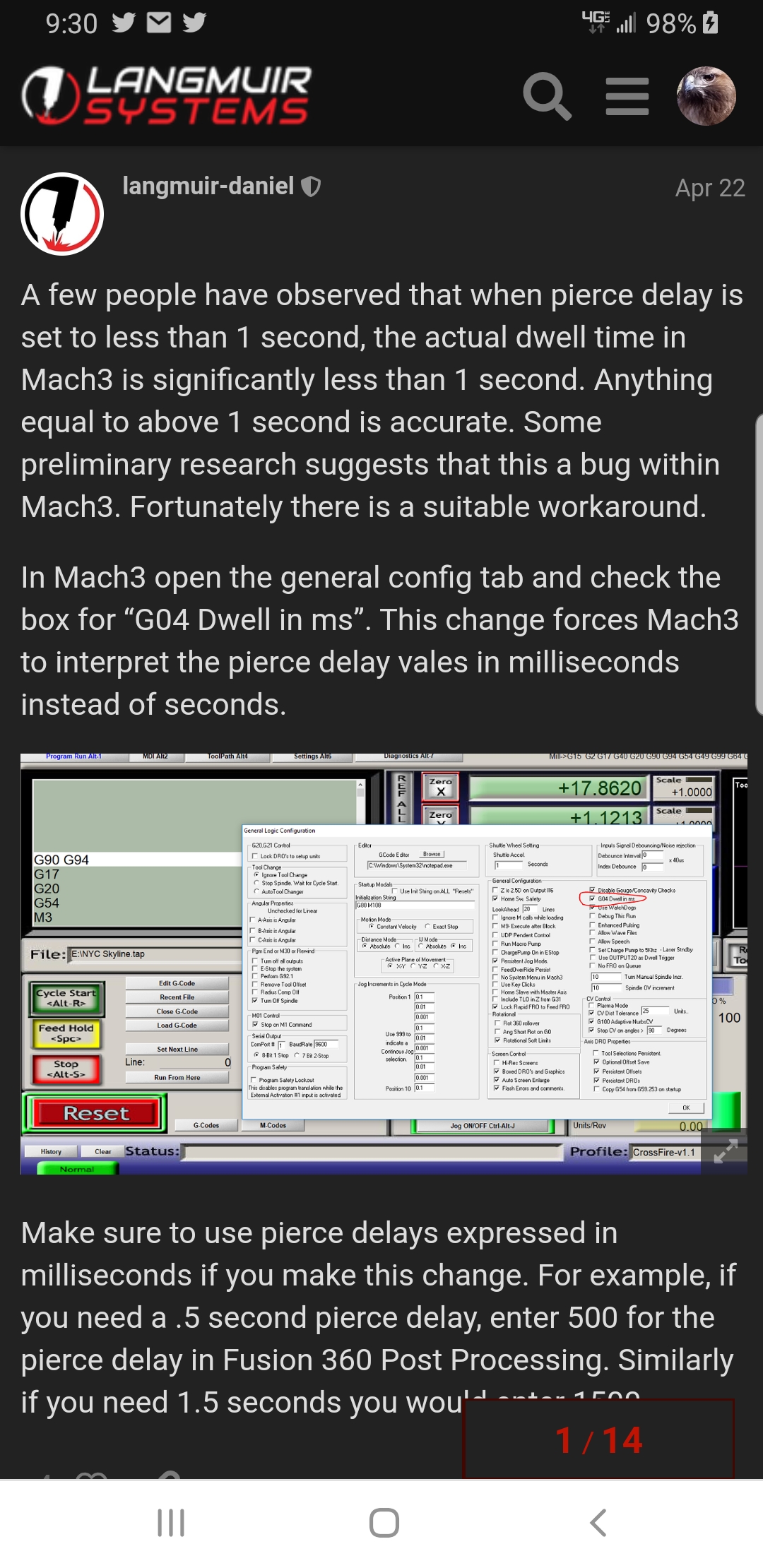
I’ve noticed i have to leave the pierce delay at “1” in posting the code.
Anything less seems to make Mach3 use a very short value and it doesn’t cut the piece fully.
A 1/8” plate should have a 0.4 seconds pierece delay. I used 0.75 and it wouldn’t pierce. It fires the torch and almost immediately starts to move.
1 Like
Have you figured this out Im using mach 3 with a smooth stepper.
Anything I enter in sheet cam to get a pierce below 1 second wont work.
and anything I enter in mach to make it pierce like .5 for the spindle spin up wont work.
But if I put 1 or more 2, 3 , 4 or 5 it works perfect in both mach 3 and sheet cam.
The problem I never cut anything that needs a 1 second pierce delay, driving me nuts!
The discussion above was about using Fusion to generate the G-Code and there’s only 1 place to do it so it’s the same for the whole job. But in Sheetcam, you define it at the tool level and if you wanted different values (perhaps because your cutter requires a longer initial pierce but once warmed up is good with a shorter one) - you could have 2 different tools defined with different pierce delays.
Are you defining the pierce delay in your tool definition in Sheetcam?
Use G4 P? to adjust your delay, using this method
you can delay one or more separate from all the
other, example below.
M3
G4 P1000 (1000 is milliseconds = 1 second)
(500 = 1/2 second)
Did you ever find a solution for the pierce delay to be less than 1 sec, I saw another post that said to change it to ms but that didn’t work either.
Thank you
Did you change Mach 3’s settings to be ms or just the tap file?
I will check that in a little while and get back with you, I also read allot last night and some were saying that the THC had to be on for it to work but since we don’t need that I never paid any attention to those settings.
Thanks
I checked and I have selected ms in sheetcam but can’t find the setting in Mach3, it still displays as
“G04 P0.3” when I have it set to 300ms in sheetcam, should it show like that or should it show 300 in mach 3?
Thanks
Thank you so much, that is what I have been looking for, now I have to wait until sunday to see if that fixes my problem. That was a great looking file that you cut out. I have an uncle that would love it. Let me know if you have shared that anywhere.
Thank you again.
That file is not mine to share, I got it off of plasmaspider, lots of free files, $20 a year to join.
I did change it up a little to fit my space.
Many of the files on that site have to be cleaned up before we can cut them though, they are converted poorly or drawn for lasers or routers.
There are rules in here about sharing files that you didn’t draw, I am a little fuzzy on the details though.
Understand, I joined plasmaspider a few weeks ago and they have allot of files like you say but I haven’t tried to cut much yet, still trying to get my table and plasma cutter dialed in so it is cutting like side 3 and 4 of the other post.
Thank you again for all of your help.
There’s a place in the config…(I’d have to look again where) that allows to select note pad as the g-code editor. Then when you click the edit g- code button, it opens right up in mach3. I know because I, for some reason, have to edit every single time to add G91.1 at the beginning of my gcode. I’ve been unable to figure out why.