I use a Redline EZ100 and a EZ50 guns. I was told to stay away from the Eastwood guns. Now this new powder coating gun may be good.
2 Likes
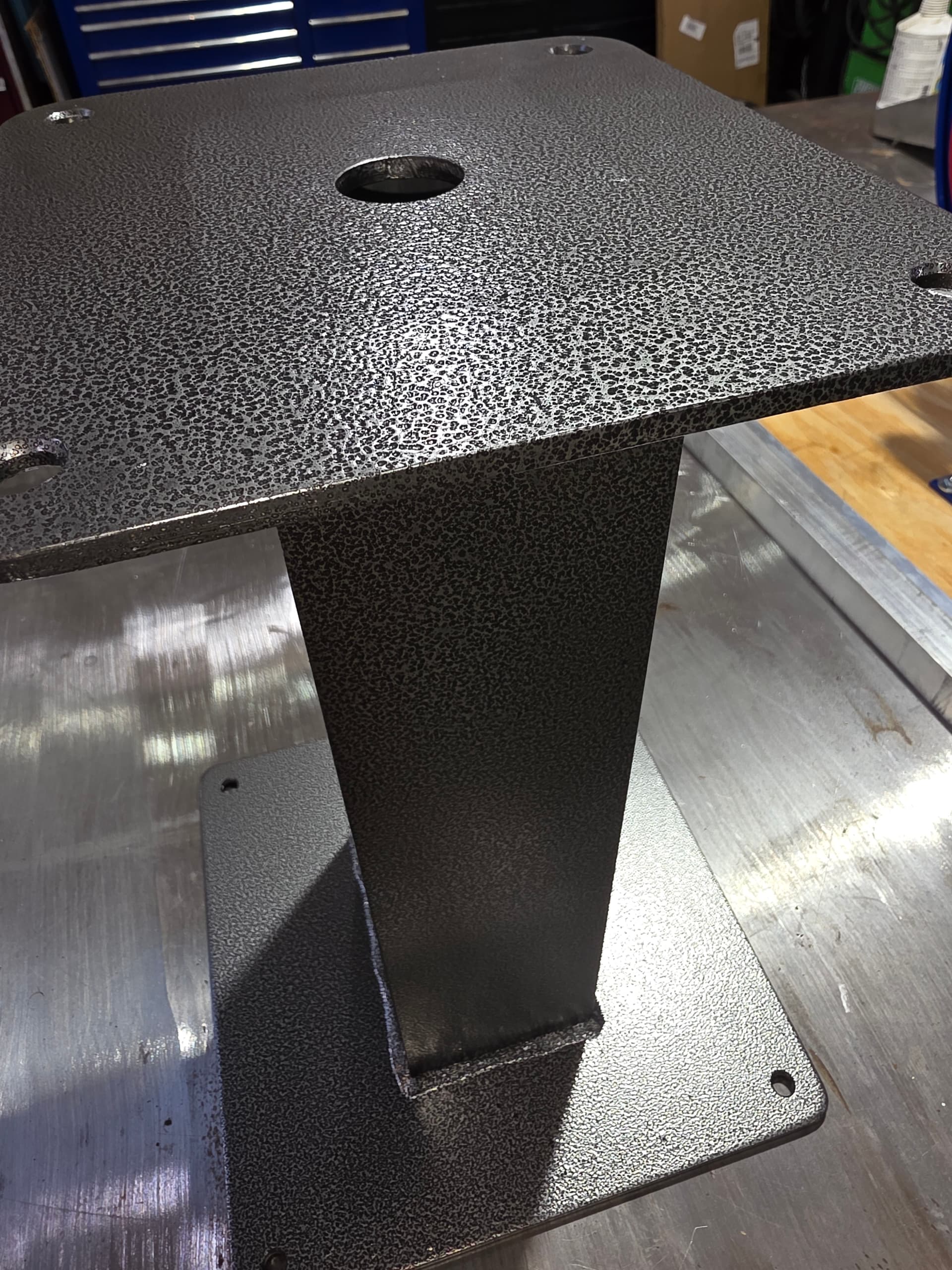
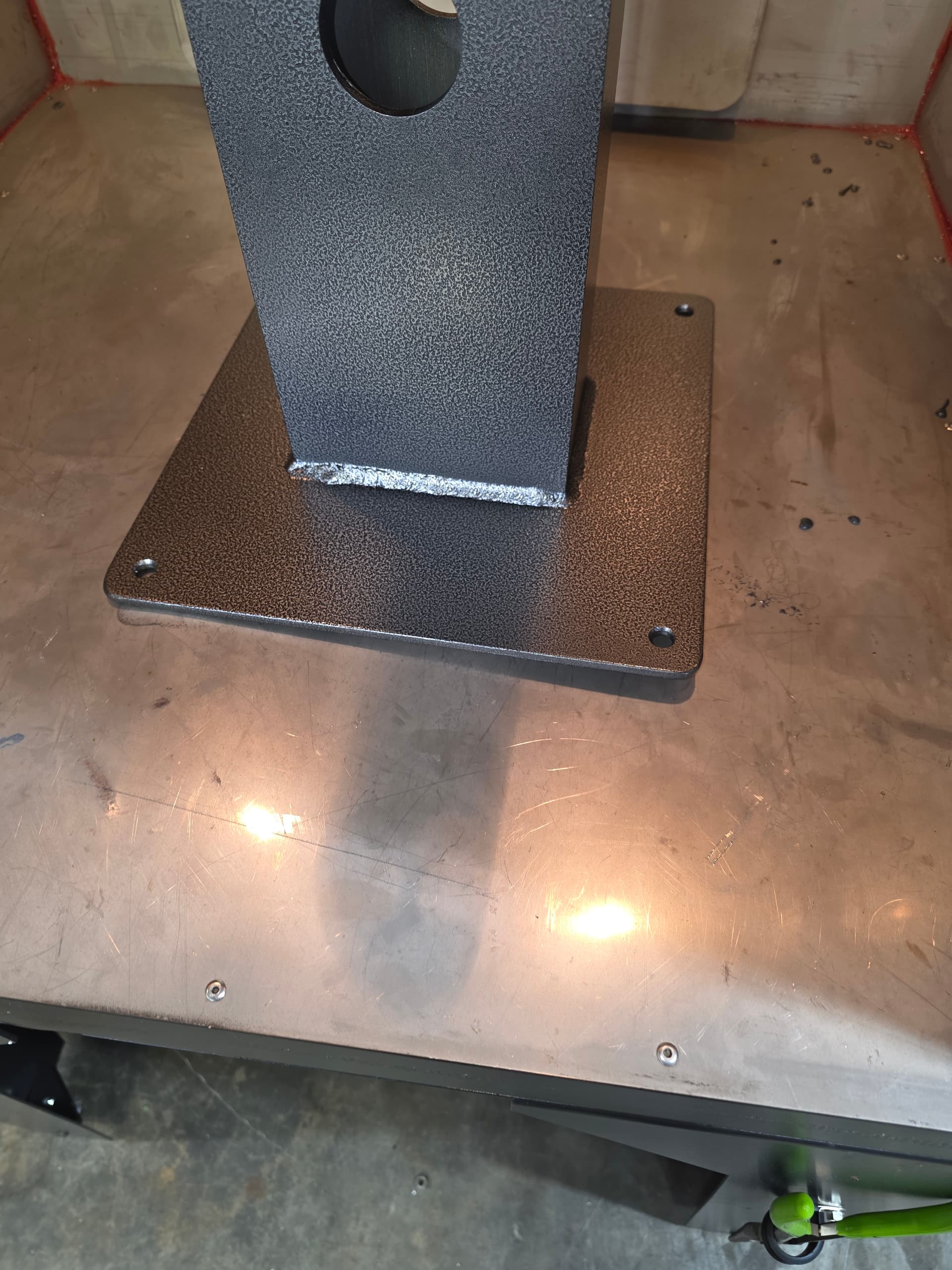
This is my project this morning. It is a pedestal for a fuel pump hose reel—prismatic Artery Silver.

.
7 Likes
Interesting. I have the Eastwood Dual Voltage gun. Where I can see now after a year of using it that I need to upgrade, it has served me well out of the box. I use it with Prismatic Powders metallics, color shifts and glitters. I’ve also learned how to hot flock flawlessly. The only reason, really, people don’t like to hot flock is because you can’t tell how much powder you’re getting on you part…but once you do it enough, you just know when you got it and when you don’t.
The Eastwood Dual Voltage was my first gun, and a year later I’m still using it. I’m getting to the point that I know I need an upgrade at some point…but I personally feel it’s a great starter gun!
The most common comment I see for why people don’t hot flock is they get tired of burning themselves with hot parts. I know it’s why I stopped doing it. Other issues I’ve seen pop up are discoloration and a rough surface finish, especially if the parts are too hot and a white, light color or clear. It will work fine in a lot of applications and I have done it myself but I guess it is just a matter of knowing your equipment and knowing when or when not to do it. I know it’s not an industry practice and a lot of “professionals” won’t do it because their equipment will offer a work around the usual culprit that causes people to hot flock, which is the faraday effect. That is an inherent problem with the hobby guns and it varies from product to product.
To be fair I have a friend that does nothing but hot flocking with a frankensten system where he married together a redline suitcase where the gun was broken and a gun he boosted off a broken Hypersmooth system that was not working correctly. They were both busted so we figured what did we have to lose. His primary issues are light spots, the rough surface finish (on matte black for some reason) and he also get’s blobs of powder coat from when he triggers the gun and a burst of powder shoots out on the hot surface and it’s instantly cooked on. After watching him struggle with that for a while I opted to not hot flock anymore. The difference was he was doing industrial batch work where the powder coat was a protective layer more often than not. I was doing projects that were more visible and in direct view. Most of my own stuff personally so I had the time to wait on the oven and not burn myself. I figured at least with a cold surface you can swipe it off with a gloved finger and recoat that spot if I encountered the same issue (when I was using my Hypersmooth gun).
I’m not faulting or trying to comment negatively. Just pointing out potential of issues that someone may encounter with hot flocking. Personally if I do “hot flock” something I just warm it up to about 120 to 130 and it seems to work just as good as any higher temp. I’ve seen other resources saying heat it to higher than the cure temp of the powder. I’m really not sure what is most correct because hot flocking is kind of off script in most regards.
I have just gotten to the point of where I read the TDS and follow the instructions and if the powder doesn’t stick on a second coat i drop the kv and uA and psi. That allows you to get in close and spray a nice gentle coat without the air pressure overcoming the ES charge but that is the gun tech working for the setup. People are going to work with the tools they have though and as long as the produft meets the customer or personal satisfaction and isn’t a rework then that is what matters most! Like the old GI Marine slogan says, knowing is half the bottle!!!
1 Like