i would check continuity of “ground” cable, make sure the clamp end is good and clean. i am not sure about your plasma cutter but when my ground is less than perfect sometimes the cutter wont transition from pilot amperage to cut amperage. if the cuts are short enough it wont time out and give an error though. it just fails to make a cut like i expect it to.
1 Like
it is a Meiji gk-37 air compressor. i cant seem to find the size on the compressor itself, but id guess its about a 40 gallon tank.
the filter doesnt look bad at all, and when i press the air purge button on the cut45 machine the air pressure stays consistent at 80psi
i will check that out when i get to my shop and let you know
checked it out, everything is clean. even hooked up another ground to the frame of the machine and checked continuity and everything is good. still having the problem
@langmuirsystems im hoping you guys could help me resolve this issue? been trying everything and still cant get it to work.
one thing i did notice is that the torch height seems much higher than .06”. almost seems like its about a half a cm high
To help set your torch height run your Z all the way down. Then move the torch holder down till the cutting tip is on or a little below the slats. Check the wires at the IHS switch and make sure its working.
2 Likes
I shared a program in another thread that will make machine go to cut height and stops if you need it. https://forum.langmuirsystems.com/uploads/short-url/e94wps9w394yKee0Qdc8zMA1dKn.tap
make sure you have about 4 inches of positive travel in the x and 1 in the y when it stops measure height with filler guage.
2 Likes
Here is another IHS test file. This one just goes through the IHS cycle and stops after it lowers to cut height.
IHS Cycle.nc (188 Bytes)
2 Likes
thankyou! i will adjust that when i have time and see if it helps any.
i will try this out next time im at the shop and give you update. thankyou!
ill try this out and the one phillipw recommended and give you guys an update on the results. i do believe the thc isnt setting it to the proper height so hopefully this is the cause for my problems. thankyou!
They should do the same thing. Mine will give a THC warning when you load it. It’s ok just proceed. It is programed for .060 cut height with .020 backlash. It will move almost 4 inches in the x and 1 in the y. No need to have your 0lasma on it will not try to fire. Use a sturdy test piece of metal without a lot of spring back to check height. I ended up use a .046 cut height in my programs to get .060.
Just tried it out today, and used feeler gauge to measure the cut distance. it came out right at .06".
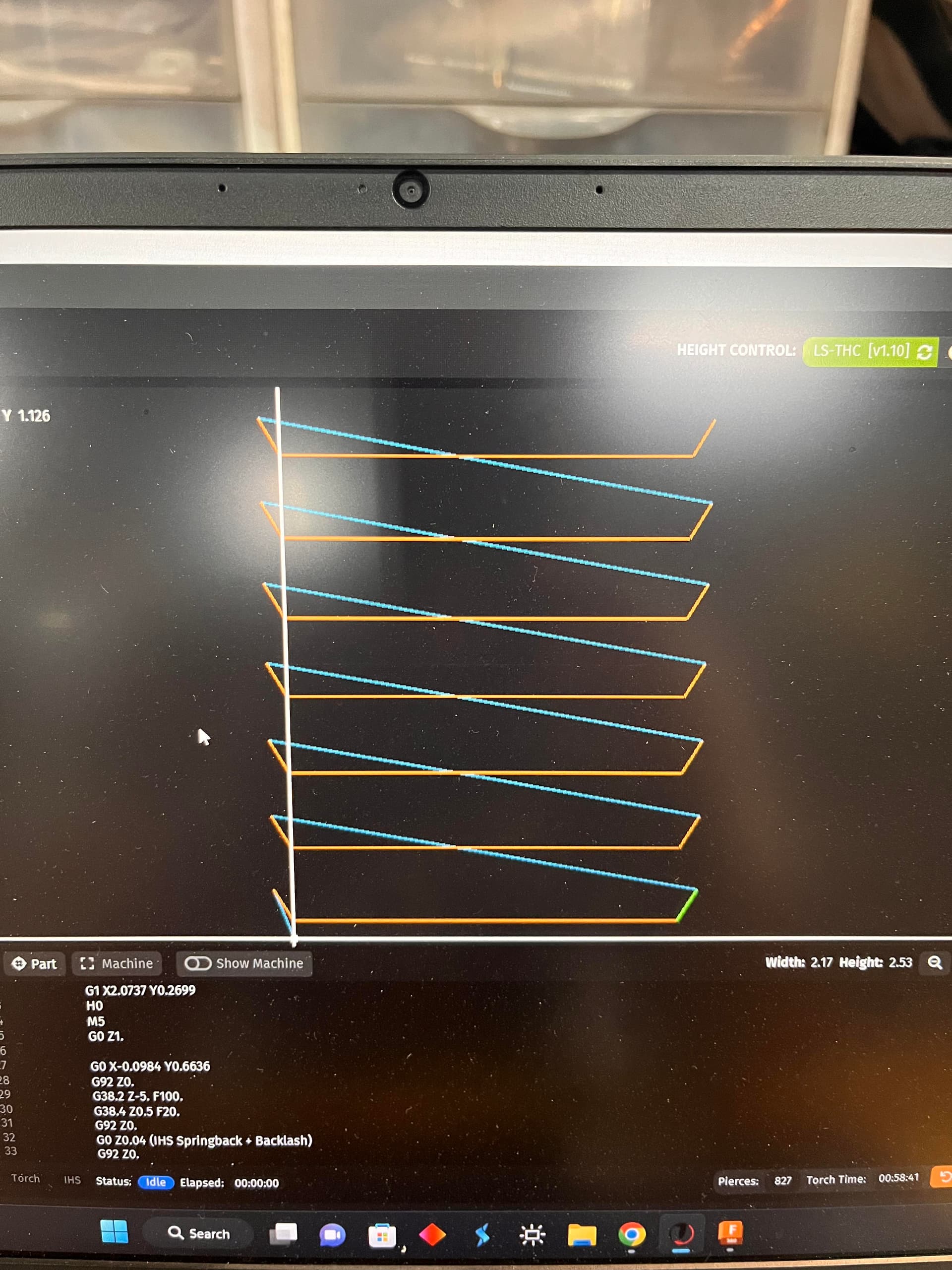
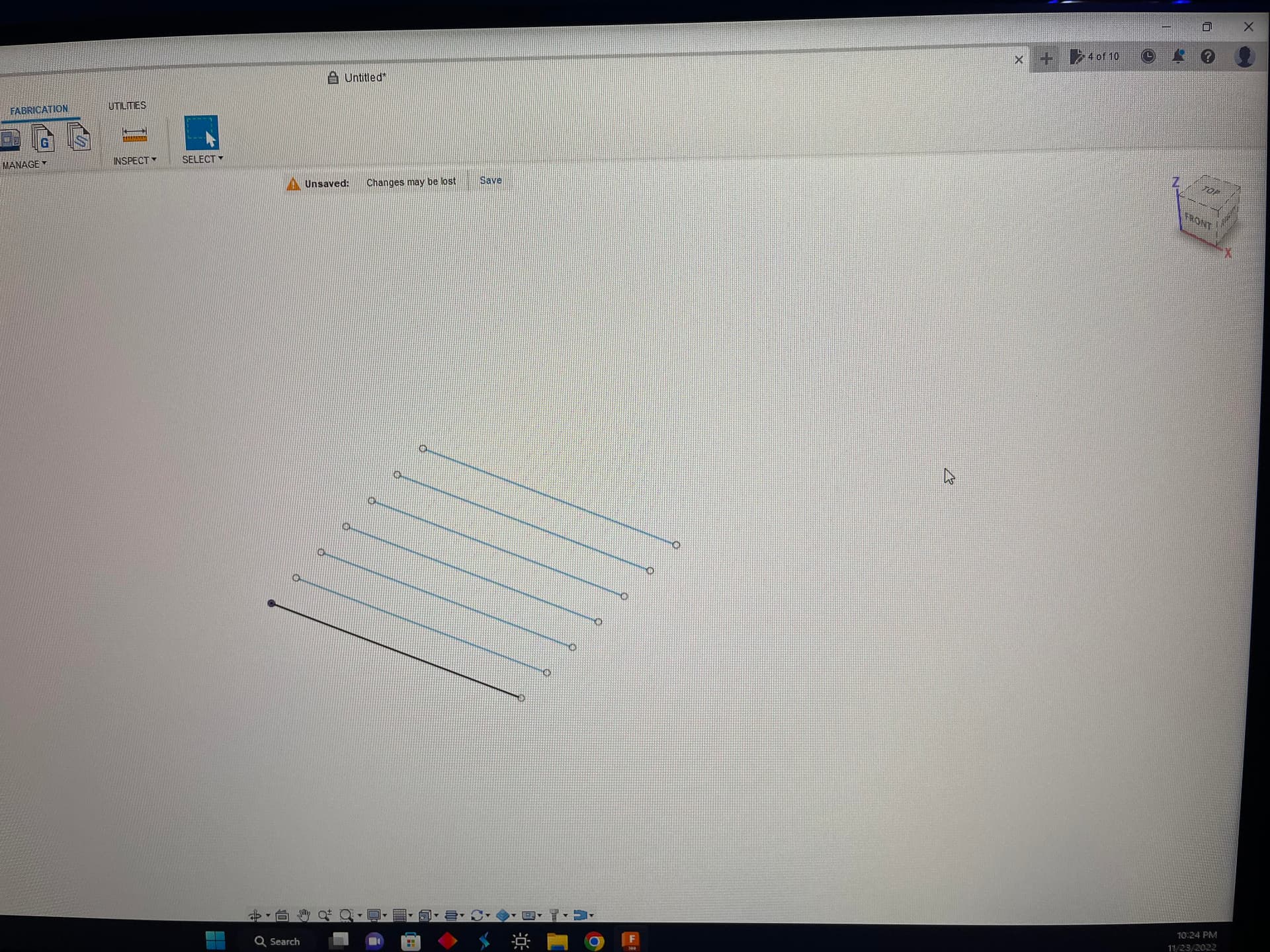
I also tried the tests @ds690 recommended, and they too worked with no problems and stopped at the proper cut height. So i decided to make a couple lines in fusion and send it to fire control to really watch whats going on. and this is what I noticed.
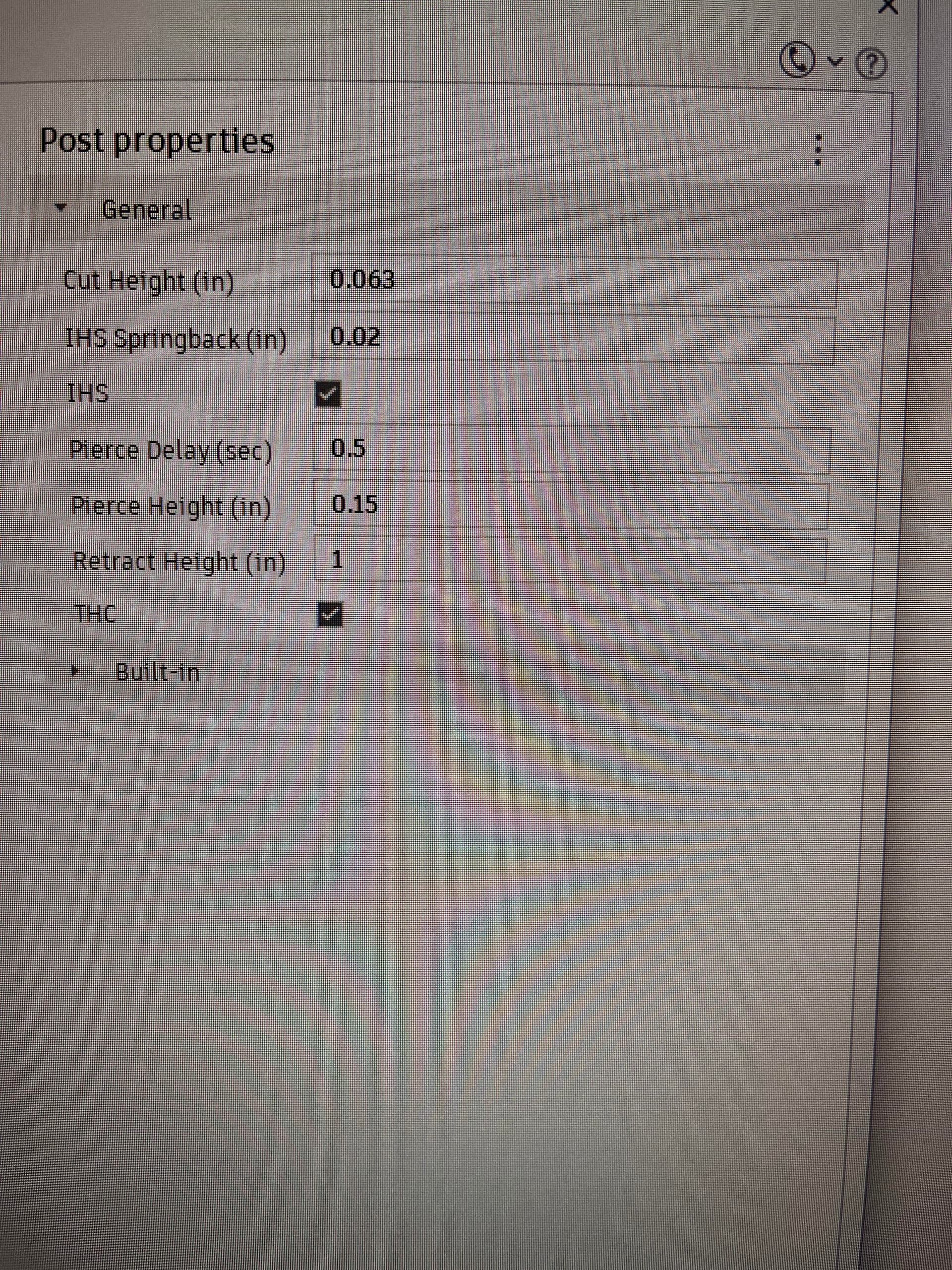
I made 7 lines, cut height .063", .02" backlash, .15" pierce height, .5 second pierce delay, and thc activated.
First cut - I click cut, all 7 lines pierce and start moving before pierce is finished, and quickly cut out the torch. this happens consistently for all 7 lines.
second cut - moved x axis to the right about an inch, click start, pierces and moves before pierce is done but moves down to cut height while in motion and cuts couple cm of distance before torch cut out. no lines are the same length of cut, all inconsistent.
third cut - tried to pierce but couldnt, did this for 3 lines before stopping and giving me message that arc was lost.
fourth cut - pretty much same as third but actually cut couple centimeters for some lines.
fifth cut - same as third and fourth.
sixth cut - tried to pierce but couldnt for majority, but pierced and cut three lines couple centimeters before cutting out. all inconsistent.
I have attached a photo of the design that was being cut. along with the slab of steel i cut on.
although the slab seems a bit dirty, this happens with all metal, even with my new clean sheet of steel. so i just use this stuff so im not wasting so much material.
Another thing i noticed is the sometimes the torch stays at pierce height (0.15") and continues on with the design, which i believe is the cause for the incomplete pierce and not completely cutting through during movement. and sometimes I notice is will move from pierce height to cut height while in motion during the cutting process, basically moving diagonally.
I believe that firecontrol is not sending the same signals each time I click send, or something is off about my thc and it does not properly move to match the gcode.
If anybody knows any way I can check or fix these problems please let me know.
I appreciate all the help everyone has given me so far.

what happens when you cut a straight line that is generated to FireControl?
also could you post the F3D of your line file above?
Seem air related ??
1 Like
What is your plunde rate? Can’t you copy g codes and post?
you can see the plunge rate in the screenshot. line 29
Default is 100ipm with fusion
Why does it fail 4 to 6 inches into a cut??? gcode is likely good but it would be nice to see.
1 Like
Was wondering if cut height may be a typo. Picture looks to be air or consumable.
What amps are you using?
I havent tried to cut anything straight from firecontrol. ill try that out next.
not sure what F3D is but hopefully this is what you wanted to see? if not let me know.
It doesnt seem air related because Ive tried a wide rang of air pressures recommended by other people with the same plasma cutter but doesnt change anything on the inconsistency issues im having.
here is how a f3d is exported