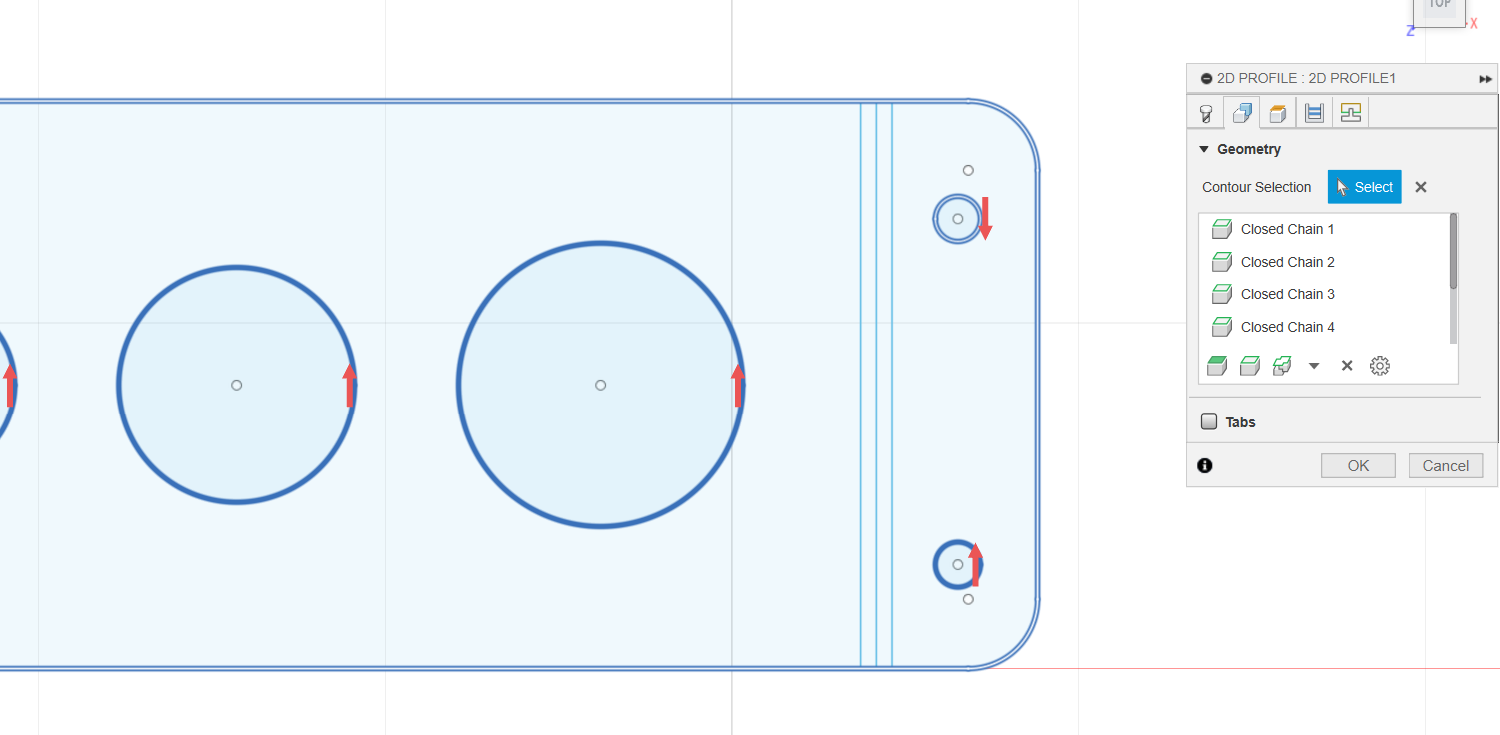
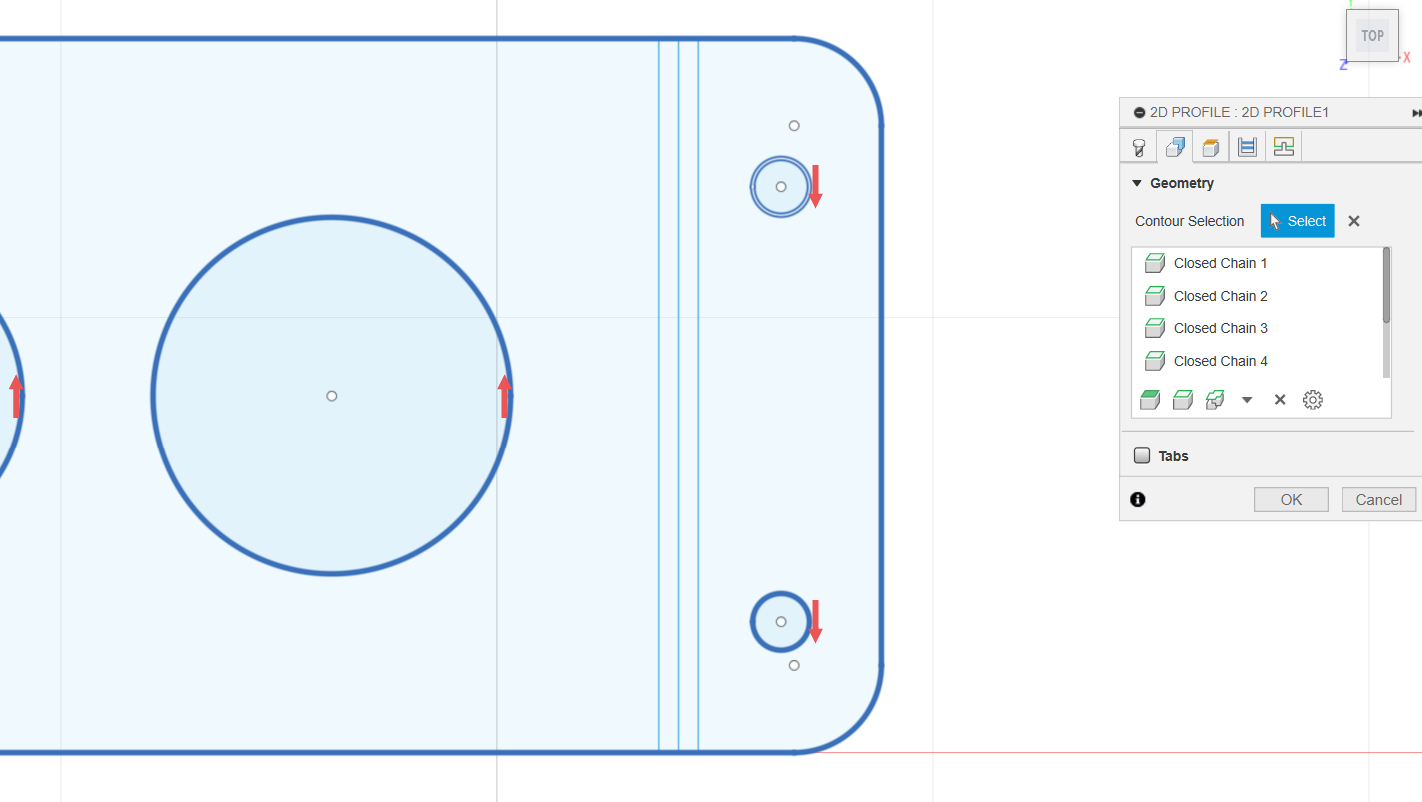
When you’re developing a tool path from closed or open contours you’ll need to pay extra special attention to the red arrows. If the Red arrows are positioned on the inside of the line being cut it’ll cut on the inside if the red arrow is positioned on the outside it’ll cut on the outside. Click on the arrows to move their position from inside to outside
My preference is to extrude a sketch profile into a body in the design environment before I move into the manufacturing section. Then instead of selecting a open or closed contour I can select the face contour and it’ll automatically figure out all the inside and outside geometry based on the body.
I understand that cycling the rear arrow between inside or outside determines where it cuts, but my issue is when I select the small circles to be on the inside, they are no longer are included in the tool path.
They only get included in the tool path if the small circles are clicked on external lines
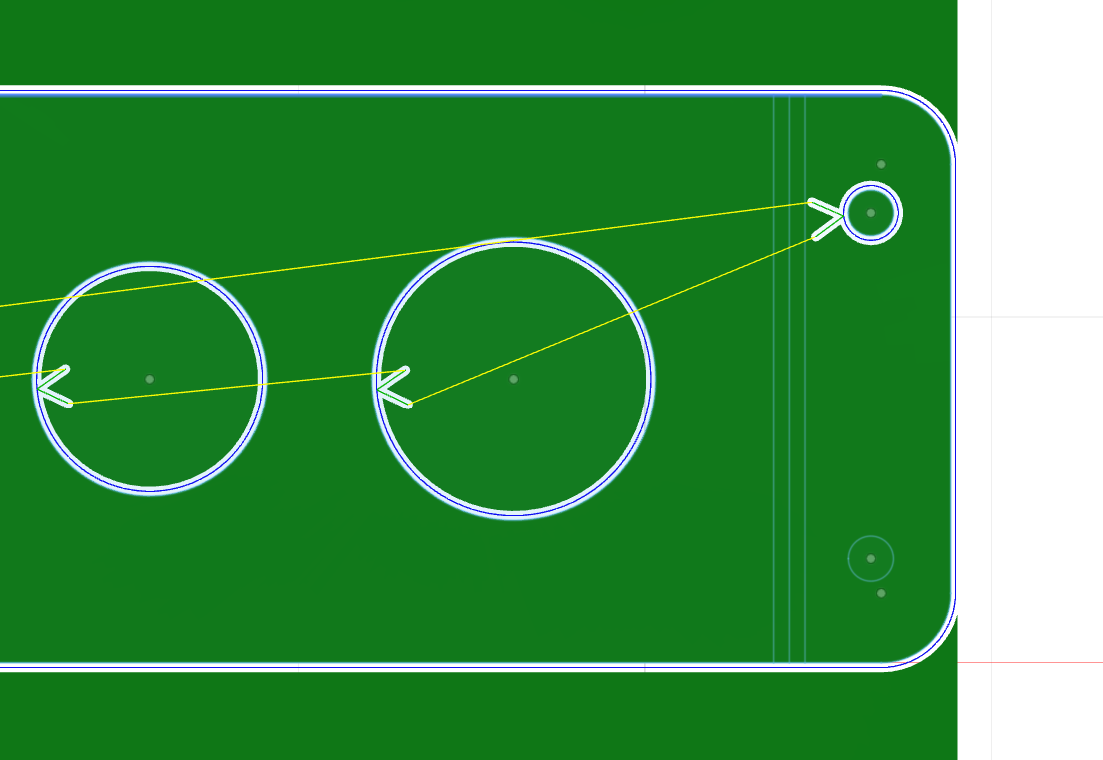
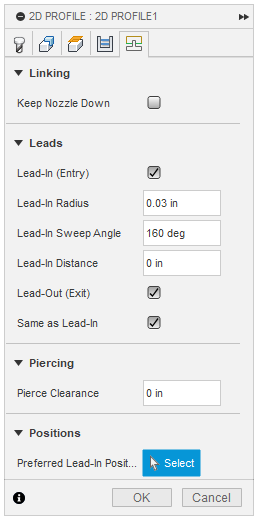
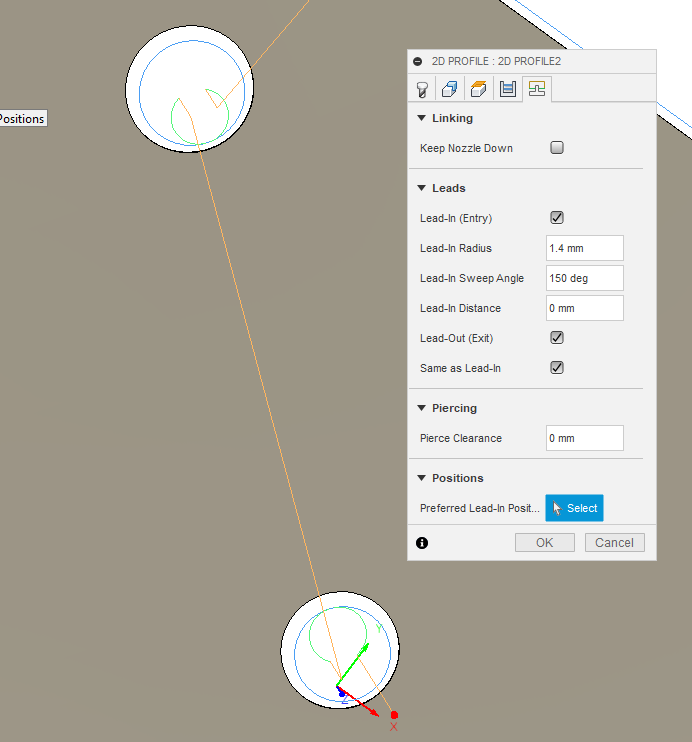
You will need to reduce the size of your lead-in/lead-out to get the smaller holes included. Notice the room they take up.
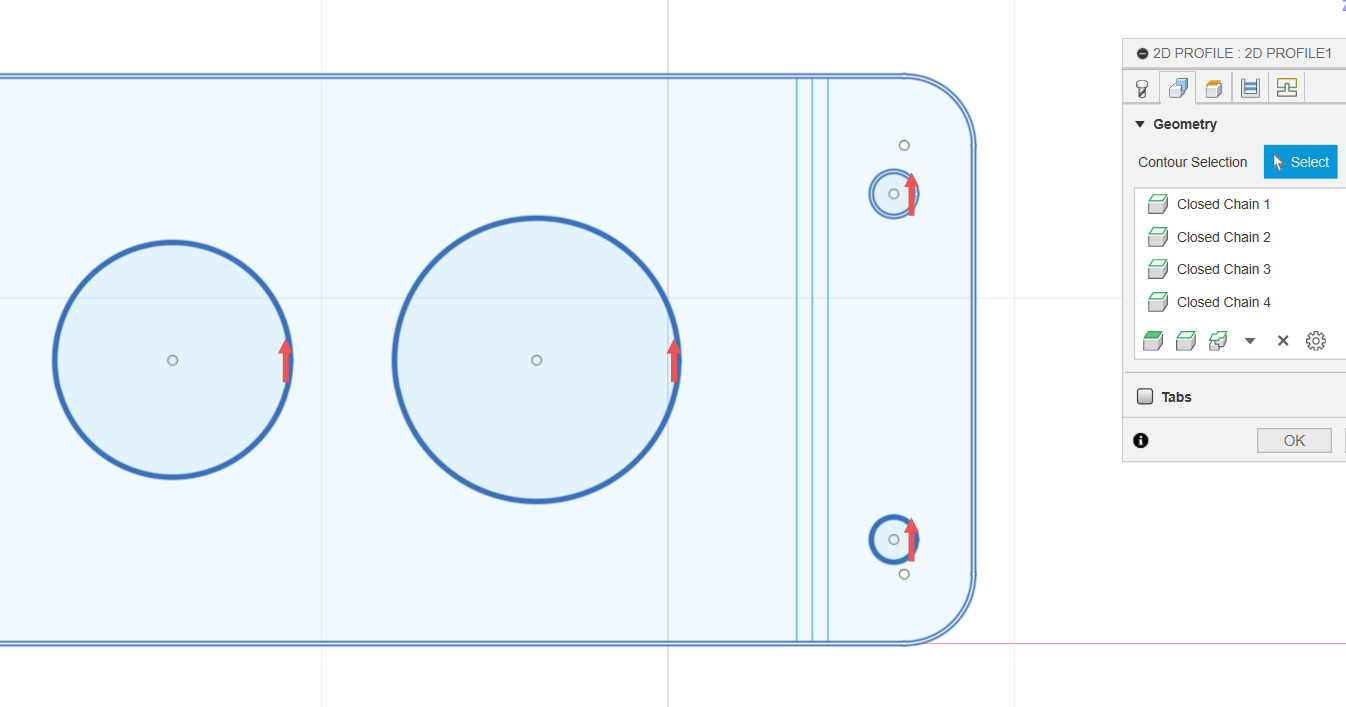
You have ample lead-in/lead-out size so reduce it by about 40% and you will see Fusion accept the contours. Make sure to set your Pierce Clearance to 0. You NEVER need Pierce clearance.
You will find those settings on the 5th tab of the tool path:
I just trial and error until I get the contours to “take.” If you find that you are needing to do a very small lead-in, you might want to do a separate tool path with these outliers, that way it won’t jeopardize the quality of the other cuts.
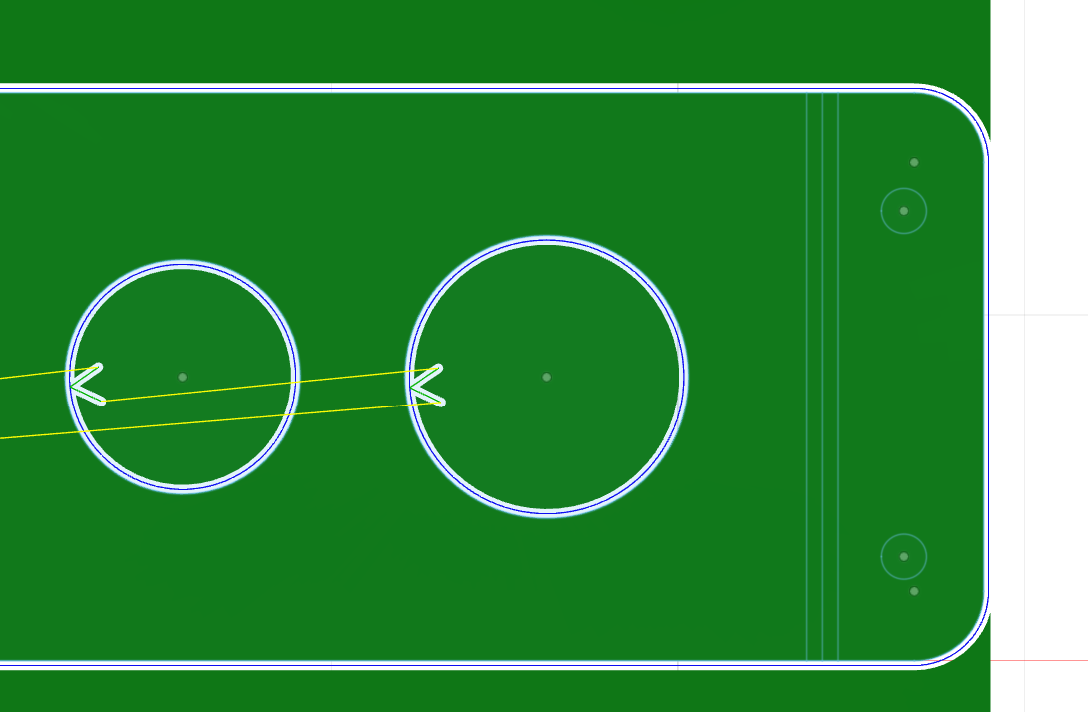
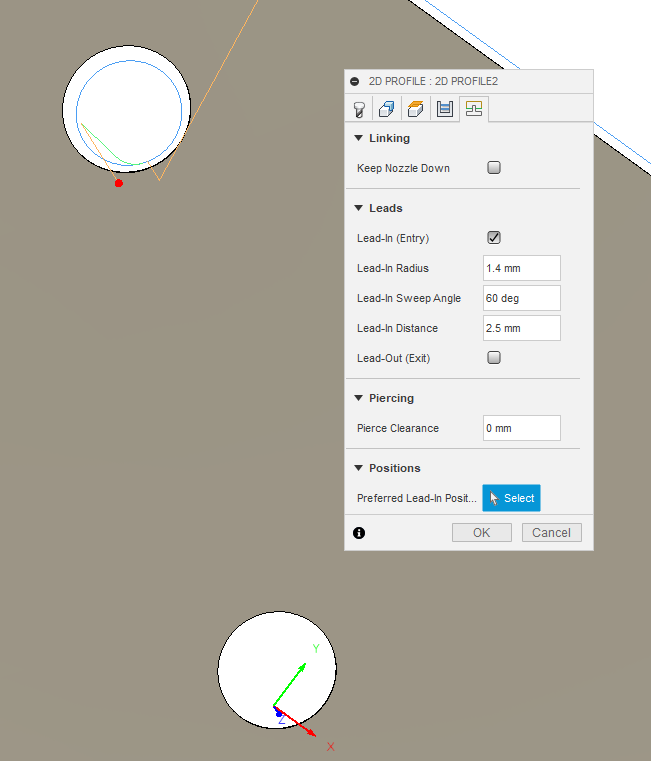
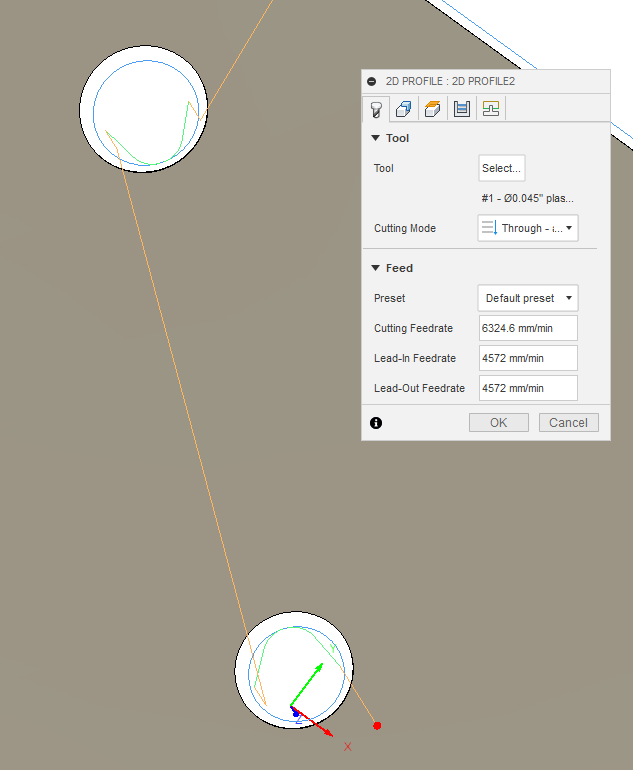
Just taking your settings, I made a drawing with a 6.5 mm hole and a 6 mm hole so that you can see how one hole might be discarded and another would be included.
You might ask if you need the lead-out. You will get different answers but you are working with such a small feature that it is very likely that there is no metal left for the torch to even affect. But logic will tell you that if you are doing a symmetrical circle and there is room for the lead-in there will be room for the lead-out. Some other contours may not have that luxury so you may need to drop the lead-out to get the contour accepted.
Personally, I would change the lead in radius to 1.2mm radius, 150 degree, .26mm Distance. If you choose a lead out, similar setting except .13mm Distance. (I’ve been using these for small holes will reasonable success.)
Are you saying it does the first pierce and then stops? Is it throwing any error on FireControl?
Post your gcode file. Perhaps someone can look and discern why.
Edit: It might be better to start a new topic to help with the cutting issue. To help, we will need lots of particulars to help problem solve:
The more information that you can supply, the better we can try to help. We need this:
(note, this is a form text so you may have already supplied some of the following. If I have been able to find it, I will highlight in green).
• CAD program used
• CAM program used (SheetCAM or Fusion 360)
• copy of the gcode of your test file
• photo of how your torch is mounted
• photos of your consumables
• what is the brand of the consumables (not the machine they are labeled for)
• air quality and quantity (pressure guage at the plasma cutter), what methods of drying imployed
• Have you had any successful cuts?
• Can you fire the torch manually thru FireControl?
• Are you couplers tight?
• Is there any connection issues with the IHS contacts in the z-axis carriage?
• Have you lubricated the lead screws?
• Are you using a laptop and is it plugged in or running on battery only?
• Cut height: have you measured what your cut height actually is when you set it at 0.06 inches?
• What plasma cutter are you using? Are you using OEM comsumables?
Obviously, we know you are using Fusion 360 but in the next topic, others may not know.
Yes, that is the typical error for your pierce delay being too short. The first pierce has an arbitrary extension added to the pierce so you often get the first pierce and then it crashes, so to speak.
What is your cutter you are using and what is your pierce delay?