Tried taking the following model as a “test” on a new build. I’ve attached the results but don’t know if that is normal for such a small gauge sheet metal. I used the cut sheet for Razor 45 I found in the forums. Any knowledge transfer you have to share would be great.
30 amps
135 ipm
1 second pierce (also tried .5 seconds)
Model used.
For 26 ga. That seems very slow I would try 200 ipm. Then if that helps I would try increasing by 10 until it looks better. I also like to start in the center of holes and do longer leads on thin material.
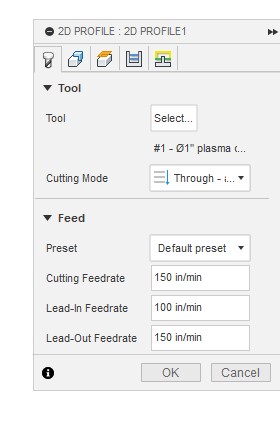
I cut a lot of 22 and 24. I use the bottom setting on the cutter either the 30i or45. Try using a 0 pierce clearance with a .5 pierce delay and 150 ipm. Watch you actually cut speed. If it’s cutting slow push the % up to get the desired cut speed
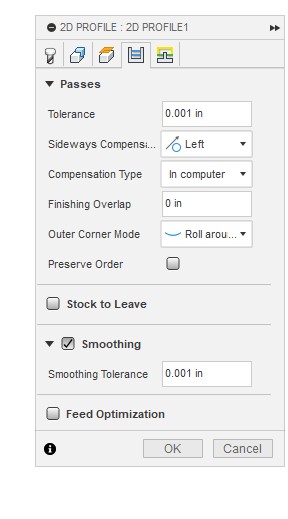
I run hypertherm but once you get your speed correct for metal thickness as the guys stated above you might consider slowing the feed down on lead-in and other big thing is tolerance does matters for circle quality.
Still testing but looks to be improving. The long edges are very clean. Circles are still a bit messy but I think better overall. The 300 ipm seemed to not do the full circle as it would torch and pierce but then stop and just go through motion with out an arc.
My test sheet is getting pretty warped so may be impacting some of the torch height but still moving along.
I really appreciate your suggestions as things are getting a bit better. I may look at the model and your statements around how it goes in and out of the hole cut.