I’m trying to calibrate for cutting .25" mild steel with a HF Titanium 45 on my Crossfire Pro. My starting point is the cut chart for the Razorcut: 40A and 48ipm, with the regulator at 80psi, default cut height of .062", pierce height of .15", and pierce delay of 1s. My first cut completes with what seems like a lot of dross, so from there I try turning down the cutting speed in FireControl (e.g. 70%) to fish for better results. After a few experiments I end up with a cut that fails to complete with the error dialog “Cutting Voltage Lost During Cut” and a bit of a mess. Once I’m at this point I seem to be stuck, reverting to the original cut speed will fail as well.
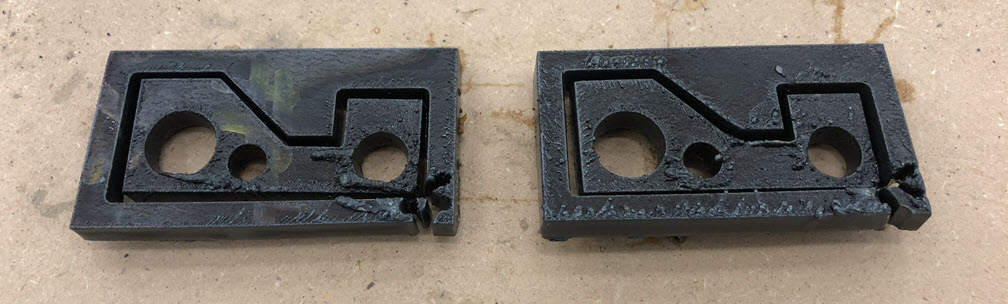
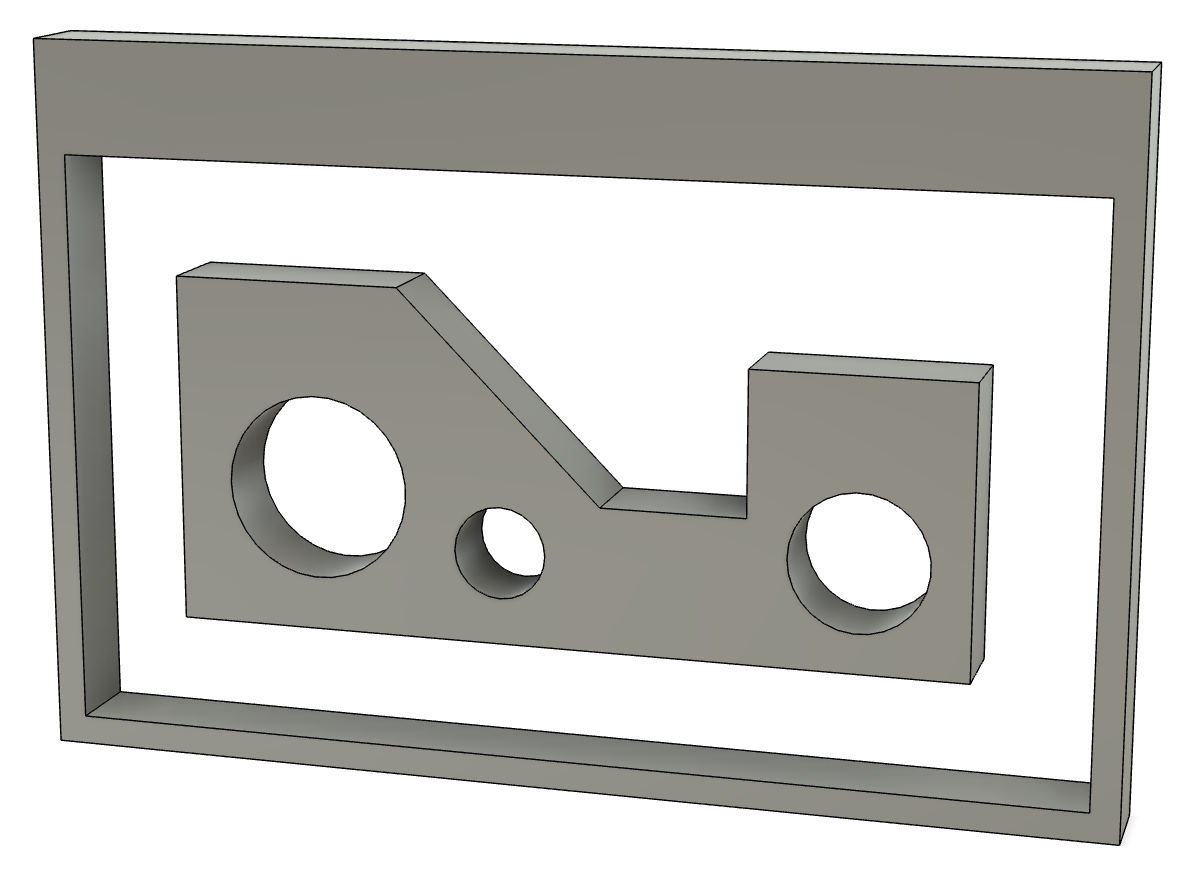
Here’s the target object:
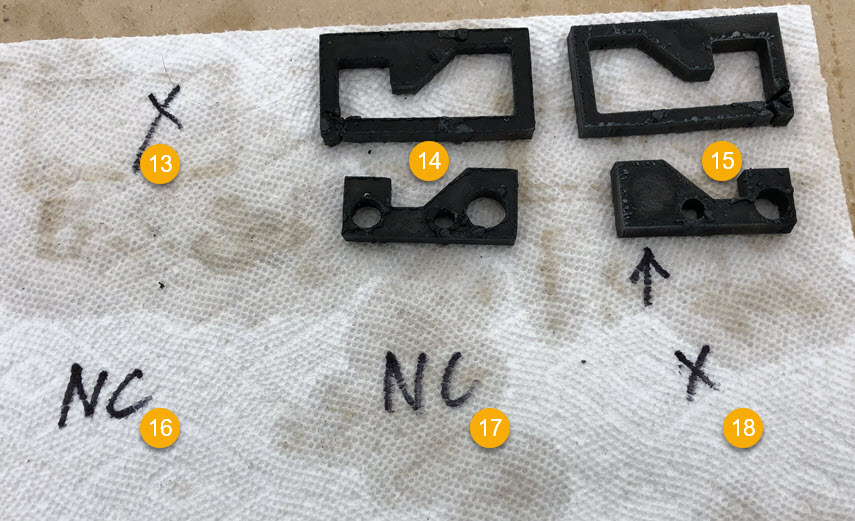
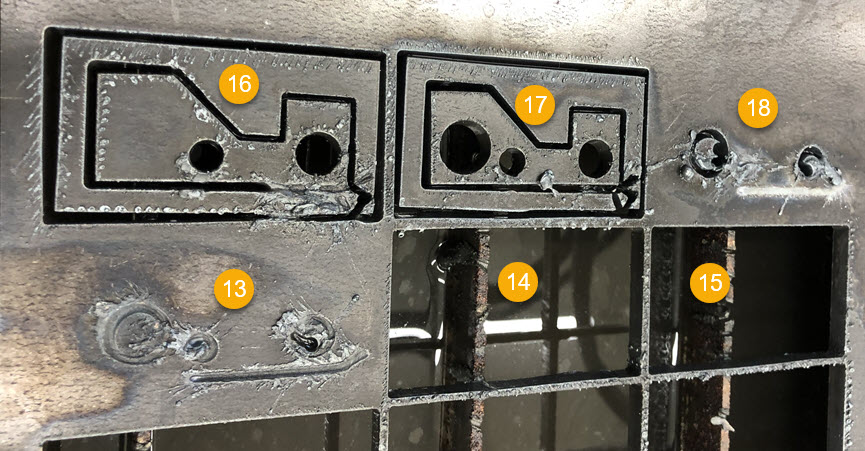
Here’s a failed cut:
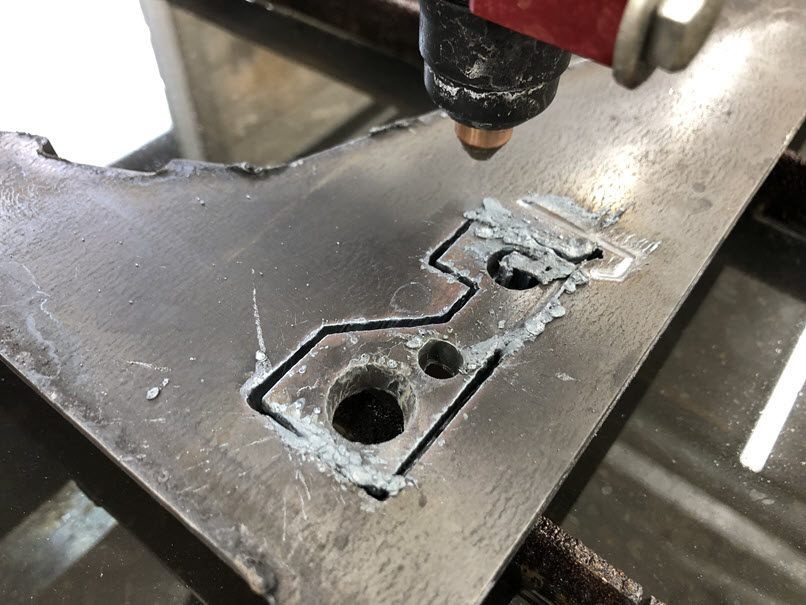
Ignoring all the top surface dross and slag (obviously also a problem) the cut has failed at the upper right, where there is a gouged channel visible, corresponding to the start of the cut for the “inner loop” of the outer rectangle. The torch has failed to pierce the material and eventually FireControl reports “Cutting Voltage Lost” and the cut is stopped. Trying to restart the cut generally does not work and just repeats the failure.
What I’ve tried to fix the problem:
- verified that I’ve got a good ground connection directly to the work piece, including grinding a clean spot on the work for the clamp
- verified that my toolpath doesn’t self intersect, etc.
- tested and verified that THC is working
- lowered the cut height and pierce height by .030" (to .032" and .12" respectively)
- disconnected laptop from AC adapter so it’s electrically isolated other than the USB cable to the Crossfire Pro
- prepped the material by grinding off the mill scale and getting down to bare shiny steel
- replaced consumables (electrode and cutting tip)
Only replacing the consumables seems to fix the problem (the cut completes successfully with the pieces severed), but at about $10 a pop that’s a pretty crummy fix, particularly since I seem to be getting only a few dozen pierces before I’m having problems with failures again.
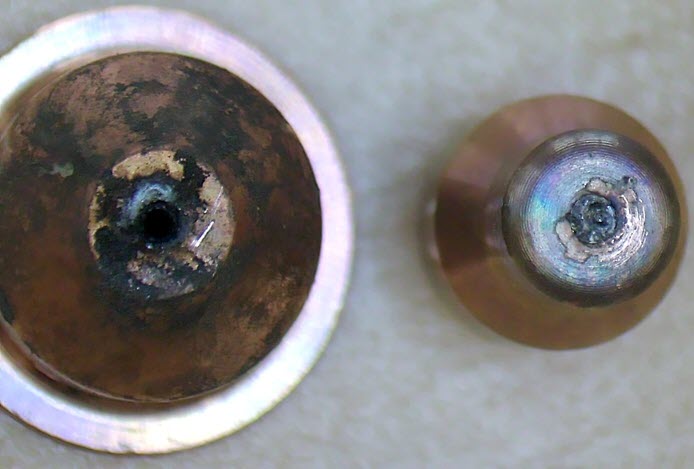
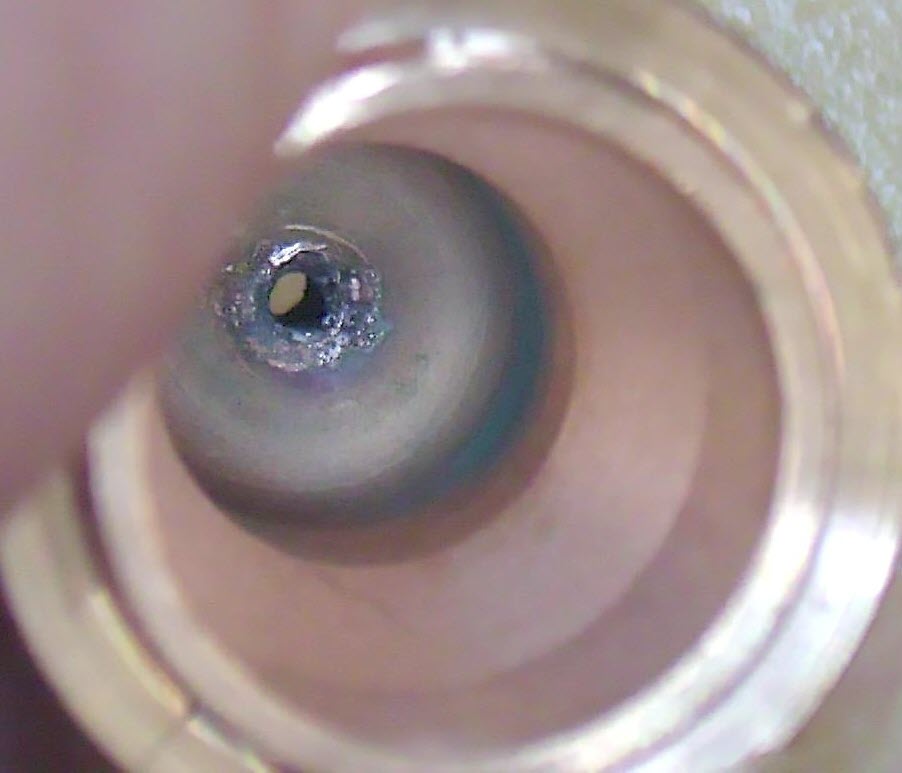
I’m having such reliably bad luck that I assume there’s something grossly wrong somewhere, as opposed to a bunch of small things that are all piling up. I’ve looked at the electrodes and they seem fine (the hafnium pit is barely eroded) and the cutting tips appear sooty but otherwise like new.
If the consumables really are the problem, what are likely mistakes I’m making that would be wrecking them so quickly?
If it’s not the consumables, where should I be looking?
Thanks!