I’ve had the pro setup for the last two months. Initial cuts had a lot of dross and, based on the feedback from this supportive community, I created a water separator. Today, all the water is removed from my air and I’m back to dialing in my settings.
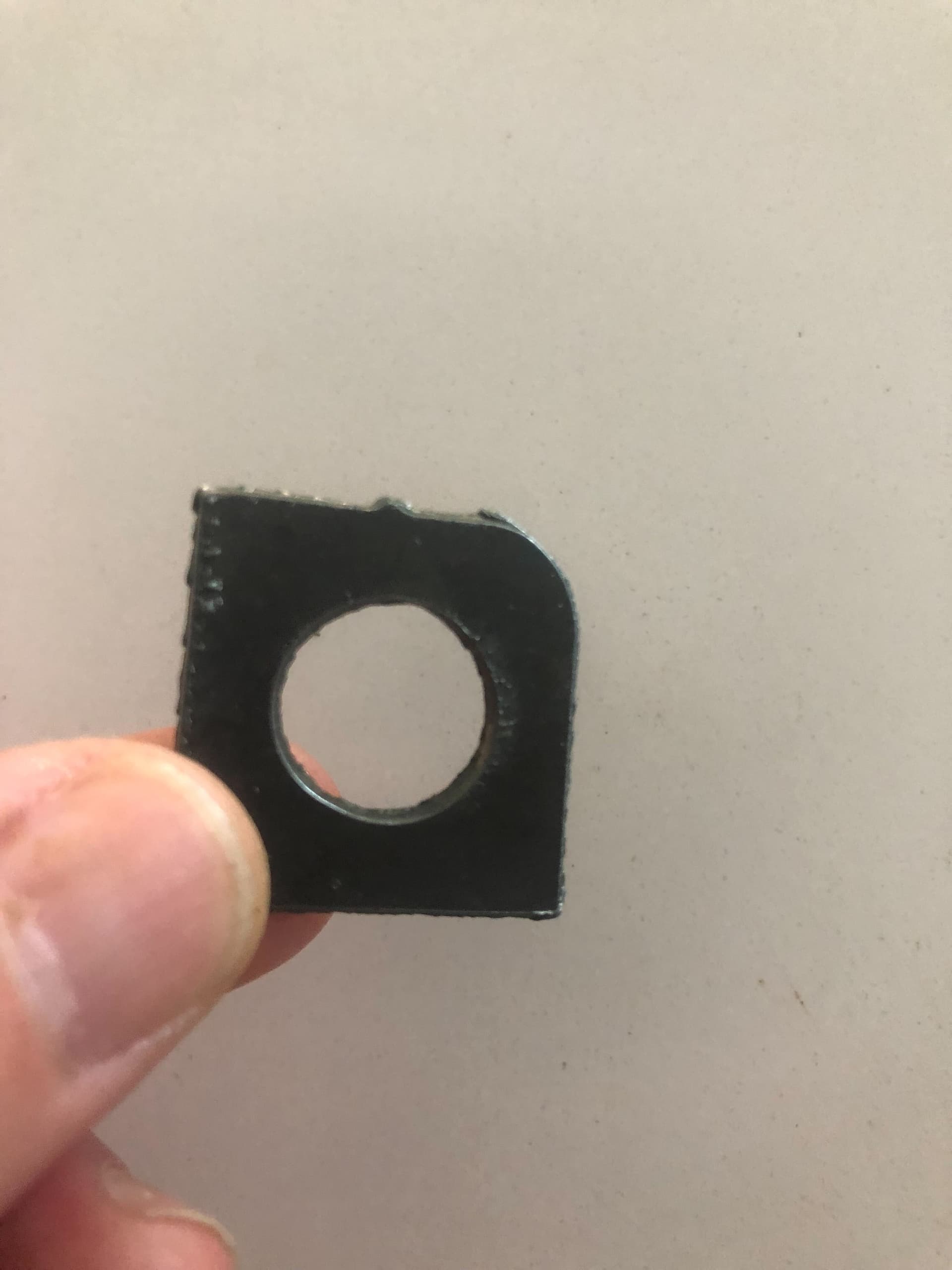
Below are some pics of my first test piece. Air is at 75psi with the Razerweld 45.
Dross is the result of too slow a cut rate as well as too fast a cut rate. You always have to find the middle ground “goldilocks” speed for each metal and thickness.
If you are on the main forum page then the second from top sticky post is a user created cut chart for the Razorweld. Otherwise most plasma cutters come with charts in the manuals as starting guides.
Turn amps up to 45. You stated that air pressure is at 75 psi, is that air supply to plasma machine or at output of torch? You want 70-75 psi at torch and 110-120 psi supply to plasma machine.
With small thin parts like that heat will build up in the part and in some areas where cuts close to another cut it may give you slow cut dross syndrome without the slow part.
Straight line cutting with a bit of separation between the lines is way better for working out your cut quality then microparts.
Heat build up is a wild card on the microparts.
This is the main reason that why complex artsy parts will usually have dross on them in the tight sections.
What does the tip of your consumable look like? I had bad dross and my tip had pretty good erosion…a new tip made a noticeable improvement. I have been using a brand called Kemao bought on Amazon. Seem OK so far:
I have found that new consumables almost always improve my cut quality. Still learning how long I can go before I need to change, so I am keeping my old ones in case I find they still have some useful life.
i have my best cuts when at max amperage the consumables are rated for and as fast as i can cut without top dross, then in fusion 360 i use feed rate optimization to slow it down around corners. A lot of that looks like what i get when my consumables are wiped out.
It seems that more amps and more speed means less heat into the part. I also have better luck when i leave more skeleton to sink heat into. On your first picture it looks like you may be also having an issue with lead in and lead out. I saw a lot of that when my laptop didn’t have enough ram to run windows 11 let alone firecontrol in priority mode with a feed rate above 100 ipm with tight radius curves. Decreasing pierce height and cut height should have helped alot. If your consumable as 45 amp run a 45 amp and repeat your cut test. If you want to run at 30 amps get the hypertherm 30 amp fine cut consumables. Everything i cut is thin metal and the fine cut consumables at 30 helps tremendously.