the Hyper therm book only goes down to 16g stainless, I want to cut 18, 20 and 22 (because I have it already) 410 ss…
Does anyone have settings for the hypertherm powermax xp 45 for cutting these?
I’d like to jump over the try and fail phase
the Hyper therm book only goes down to 16g stainless, I want to cut 18, 20 and 22 (because I have it already) 410 ss…
Does anyone have settings for the hypertherm powermax xp 45 for cutting these?
I’d like to jump over the try and fail phase
The Sync manual goes down to 26 ga. Would be a good starting point.
Edited to add, With an XR you can probably get away with the lower pierce delay numbers, with any other table variant you will want to stay north of 0.5s.
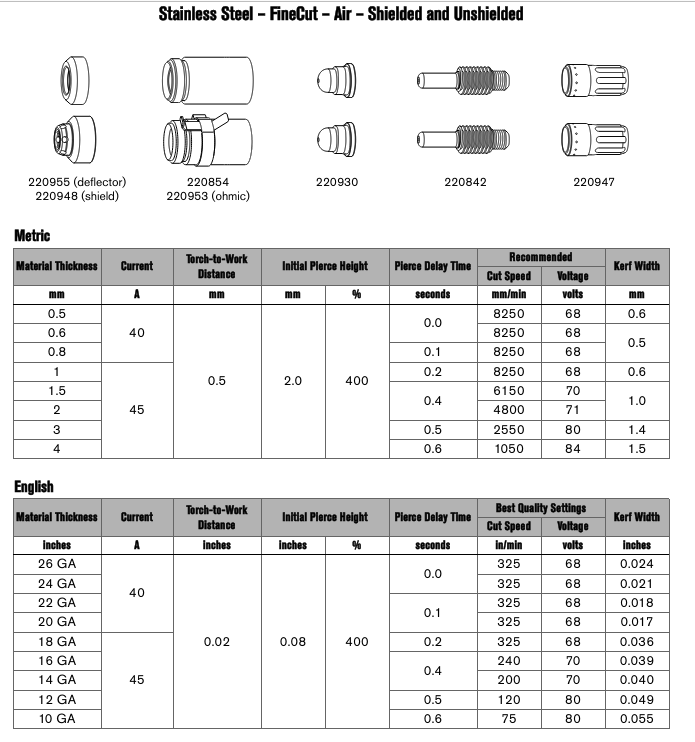
Here are the Fine-cut charts for Stainless (note the different tip 220930 which is key. You must use that tip. The deflector and swirl ring are different. It is said the swirl ring can be the same one 220857 or 220947 used with the normal consumables):
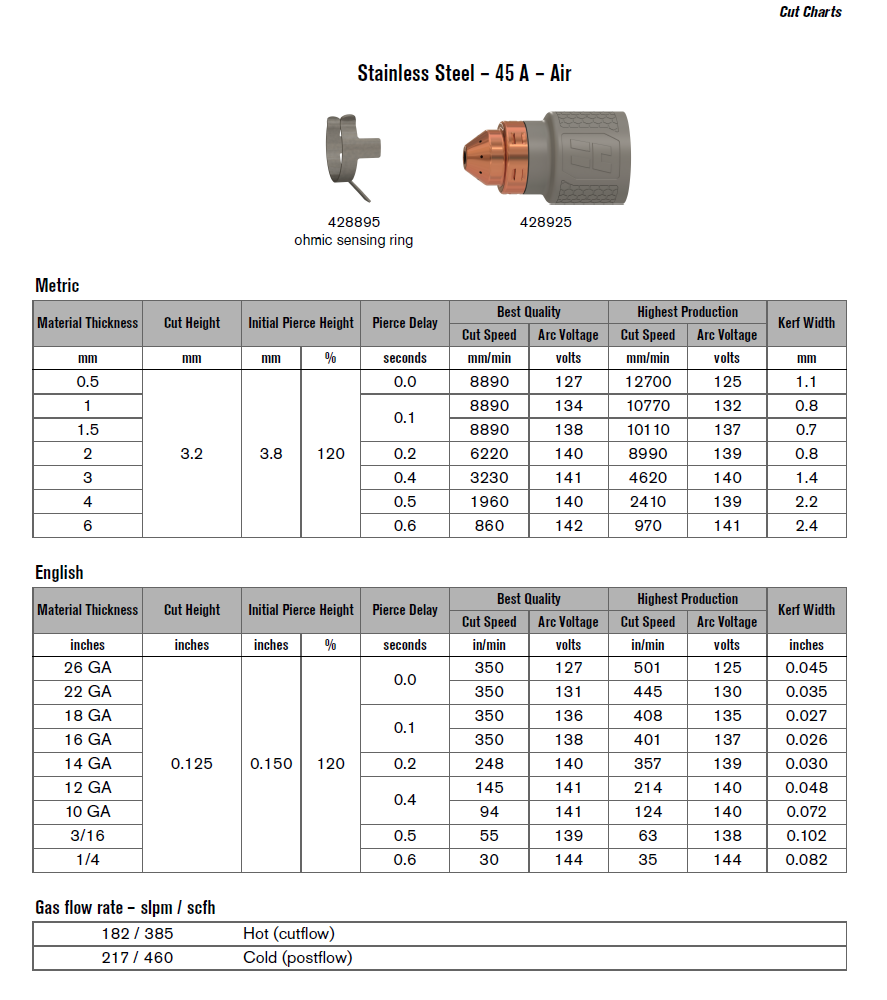
I don’t think you will be happy with the standard consumables with stainless but here is a starting point. You would want to increase the speed of what they suggest for 16 gauge. I have cut stainless with both the standard and the fine-cut. It is night and day difference. The Standard consumables result in a product that I felt was unuseable.
Standard cut for Stainless:
Here are all the cut charts for Hypertherm 45XP
Powermax45XP Cut Charts Full.pdf (1.3 MB)
@Bigdaddy2166 cuts a quite a bit of stainless, but mostly thicker gauge, I believe. He also uses a different gas mixture than normal Air. His cuts are GREAT!
Yes, I believe he uses F5 gas.
I bought the fine cut consumables (generic because OEM will take a week and i want to play with it, next order will all be OEM consumables)
Is there a sheetcam toolset for the finecut consumables, so I don’t have to enter them all from the book by hand?
Thanks,
Eric-
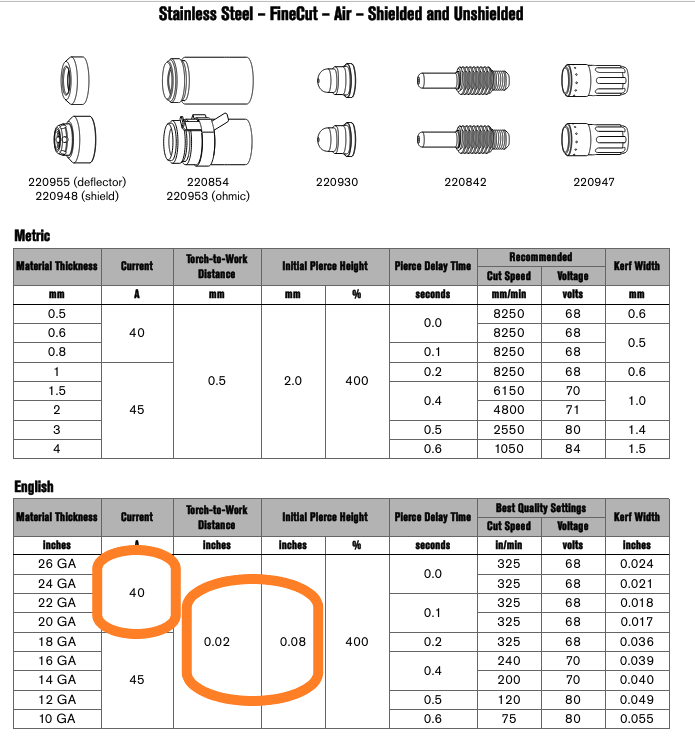
there’s a low cut height of .02 also very low pierce height of .08 and the slightly lower amperage of 40 amps.
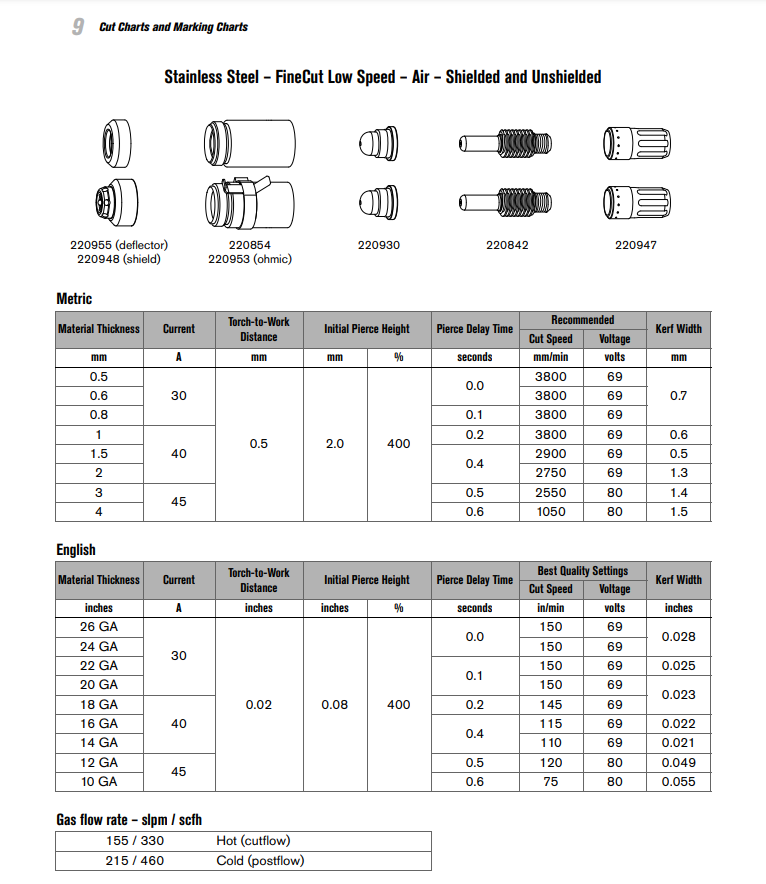
depending on how detailed project you’re cutting is or if you are cutting on a pro the can noty move faster then you also may want to look at the slow speed charts.
these slow speed charts also show a short cut height and pierce height as well as a 30 amp section for thinner materials
here is a link to some posts of stainless cut i ve done
That was the one generic consumable that I ever bought. That tip only lasted 16 seconds on 14 gauge stainless. Listen to the sound as it is cutting. You will hear a distinct change when the tip goes.
You might have better success since you are cutting thinner metal and perhaps I had a fluke. There are people that swear they get good results with the generic consumables. I just decided for me, it was the wrong way to go. It is the game of Russian Roulette.
Not quite. With Russian Roulette you rarely know that you lost.