Ok I have this Unicorn I am trying to cut. I have ran into some tight Geometry that I opened up so it would cut, but I have questions.
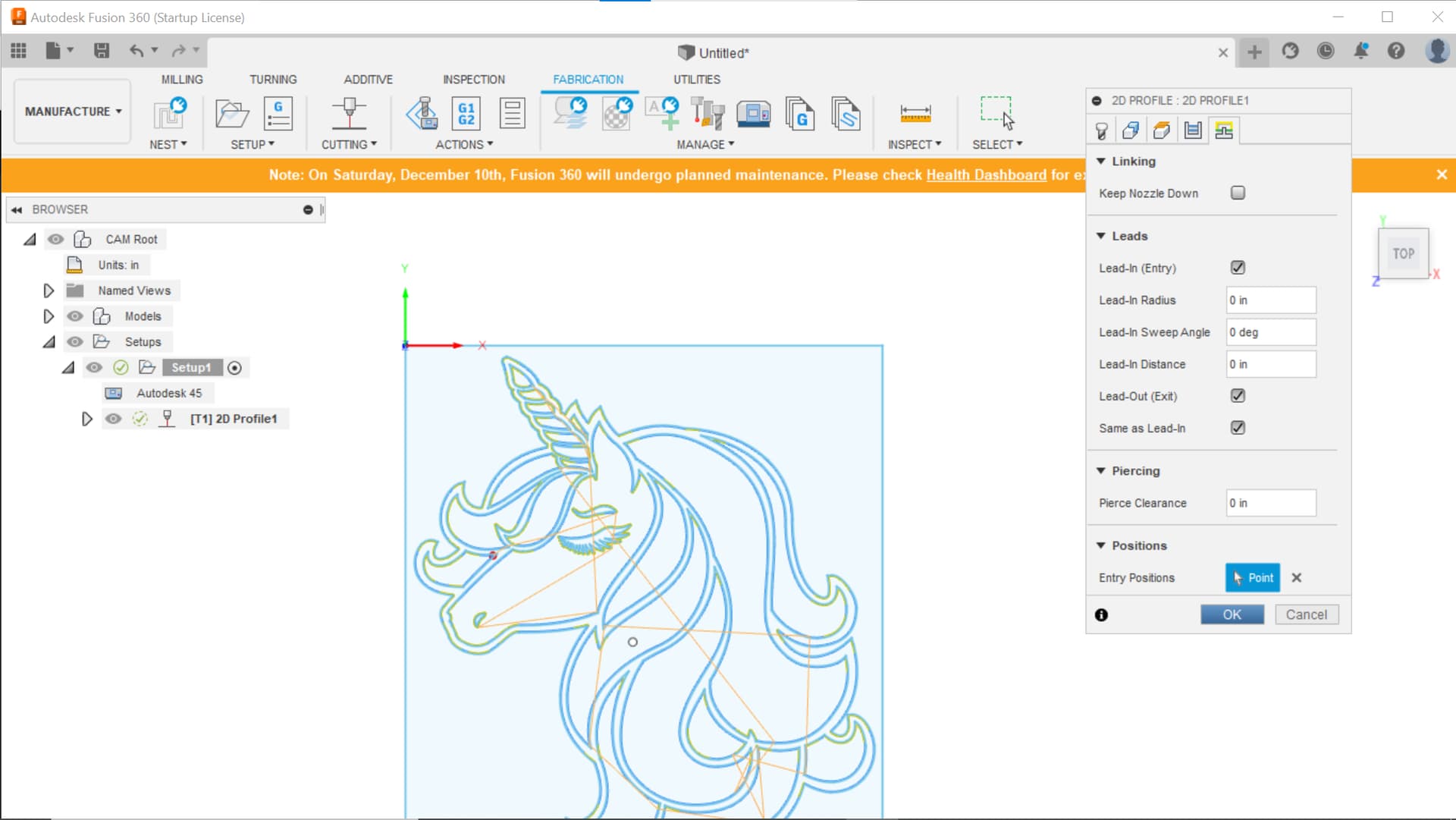
Below I had to set everything to zero in the 2d menu under linking to get everything to cut.
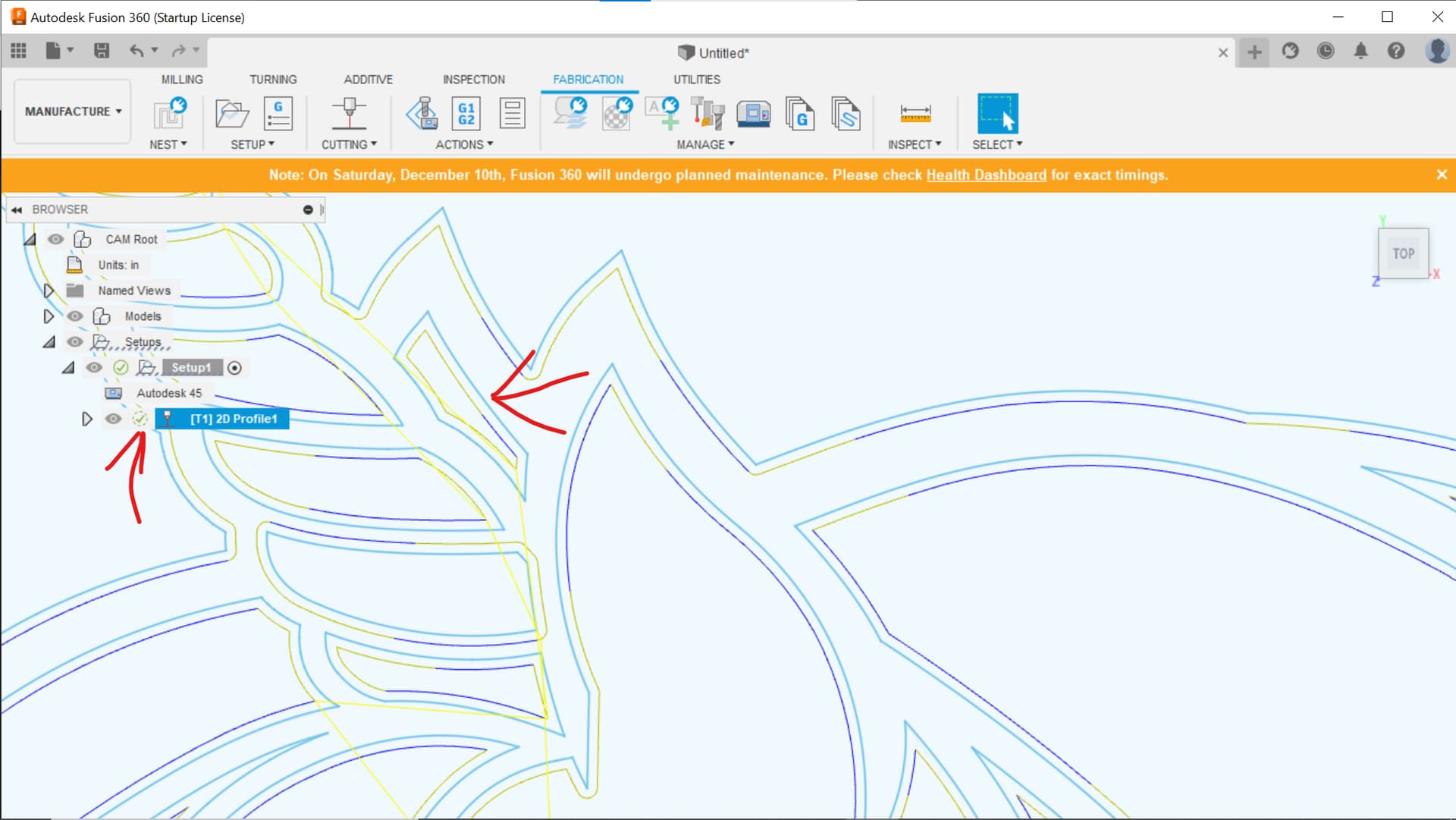
You see the circle around the check mark is dotted instead of solid, I have never seen that?
The Geometry that would not cut (until I set everything to zero) is marked with the arrow, I dont understand why as this was not the smallest part, so why that part?
The dashed green circle around the checkmark means the In Process Stock (IPS) hasn’t finished calculation or is turned off.
As to why it missed that piece of geometry while picking up smaller ones it could be related to where fusion set the entry point. Did you try setting the entry point manually?
thanks for looking at this, in the video you said you were turning off feed optimization but I see its on. Did you change your mind? or should I turn it off?
And so if you did want it off, Why? Wont 100IPM be to fast for this type of Geometry?
I thought that is when you used feed optimization?
I bet I have looked at posts from autodesk on different things I have wondered about 50 times, and seem to be more confused after reading the post. This time when I did not bother to look, I find it it was something I would have understood.
I wish I could. starting a few years ago I started not able able to sleep more then six hours but its usually 5 hours or less. I have start to get use to it.
there is no feed optimization apply to the file I sent back to you. I just downloaded it to check again.
I only apply feed rate optimization to material 1/8" or thicker. feed optimization allows the arc that is trailing at the bottom of the material to catch up and produce cleaner cuts. with thin material the trailing effect not as pronounced.
? I don’t know. I only use 100ipm because that is what you had applied to your original file. What is your material thickness?
I only say that because my wife is always nagging me that I need to sleep more. Trouble is I wake up and my mind won’t stop thinking about work or something else then I can’t sleep and I just get up and go to the office… or unload the dishwasher …or watch a twitch video… my wife then comes out of our room sees me sitting in the chair holding my phone and hands me the baby… then I fall asleep.
Thats a long way of saying maybe you would benefit from another baby in the house?
I guess I had to many Unicorn files and opened the wrong one. you were right it was off.
I would like to know more about feed optimization. It seems like in fusion you choose it for the shape of the geometry, at least going by the settings you have control over.
Can you give me a example if we were cutting this 3/16 what you would pick for settings in fusion?
Just trying to understand this the best I can
Thank you
Ok tried cutting the Unicorn.
This is the file Unicorn Tin Modified 120IPM v2.f3d (1.0 MB)
14ga
100IPM (its 120 in the file but I changed it)
.5 pierce delay
RW45 set at 45 amps
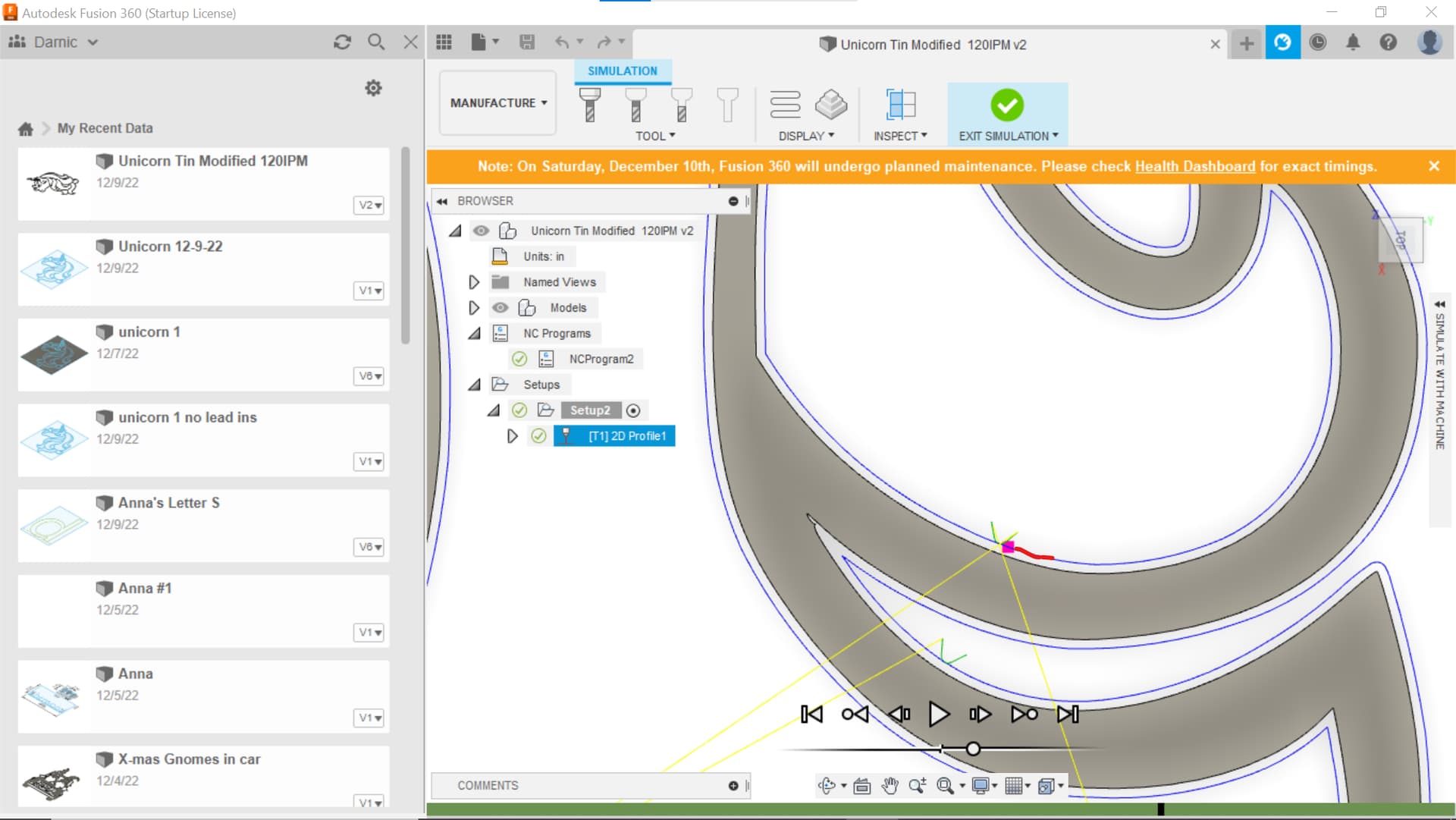
Here is the problem. It looks like at very beginning of some of the cuts it did not cut all the way through.
Every spot it acted up was the same at the very beginning of the cut.
The red line marks the spot right after the pierce.
Looks like something in the programming. The Pierce marks and the cuts look good so I don’t think it’s the consumables. I’ve never seen that red line on the end of a cut in fusion. I cut 12 gauge at 120 and it cuts good so you’re in the right range