Howdy!
I got my table up and running and the table including THC seems to work well. The problem is my cut quality with the LTP5500D is horrible. Tried everything from recommended settings to much more power, higher and lower speeds etc. I am doing race car parts that will be tig welded or exposed so the quality need to be pretty high.
So I am going to return the Lotos and buy something different. It seems that the Razerweld 45 is the go to, with machine torch. I am not on a specific budget but don’t want to overspend for something that doesn’t make my money (hobby).
Mainly looking for the cleanest cuts in .125" steel and below, although I do some aluminum and every now and then need to do 1/4".
Anything else I should be considering? Bonus if I can purchase local. Had planned to get a bunch of stuff done over the holiday that has been backing up on me but I just can’t get the Lotos to do what I need.
Everlast 60i w/ machine torch. Wire it up to raw voltage and you will be good to go. $1100 with a machine torch
Or even an 82i.$1350 with a machine torch.
Razor weld $999
We currently run a Razorweld Cut 45 (with a hand torch) and like the quality of cuts we get. Primarily, we’ll cut 1/4" and lower steel with good quality. At 14-16ga there may be more cleanup (dross) than thicker material. (I suspect tweaking the speeds would improve the dross.)
As far as aluminum goes, we’ve cut 1/4" without problems, however cut quality (edge definition) could use a lot of work. (Aluminum in general is a pain.)
BigDaddy and Terrance have good recommendations. You don’t need to go expensive for good cuts but you need reliable and will need to practice to get everything dialed in. This will take some time.
I have the more expensive plasma cutter: Hypertherm. If you want the most trouble free dialing in process, and time is more valuable than money: You might consider Hypertherm.
I achieve what one would call “great cuts” on steel. When cutting aluminum it looks like I am having trouble. It is a very rough edge. The piece is cut to size but there is nothing smooth about the edge.
It is like most things: a trade-off. Good luck. Help is here if you need it.
If I were you I think I would get the 82i @Bigdaddy2166 suggested. I have the Primeweld cut 60 and it has been great for me but others have had trouble.
Post some pics of the cuts.
You will need to make few more posts before posting pics
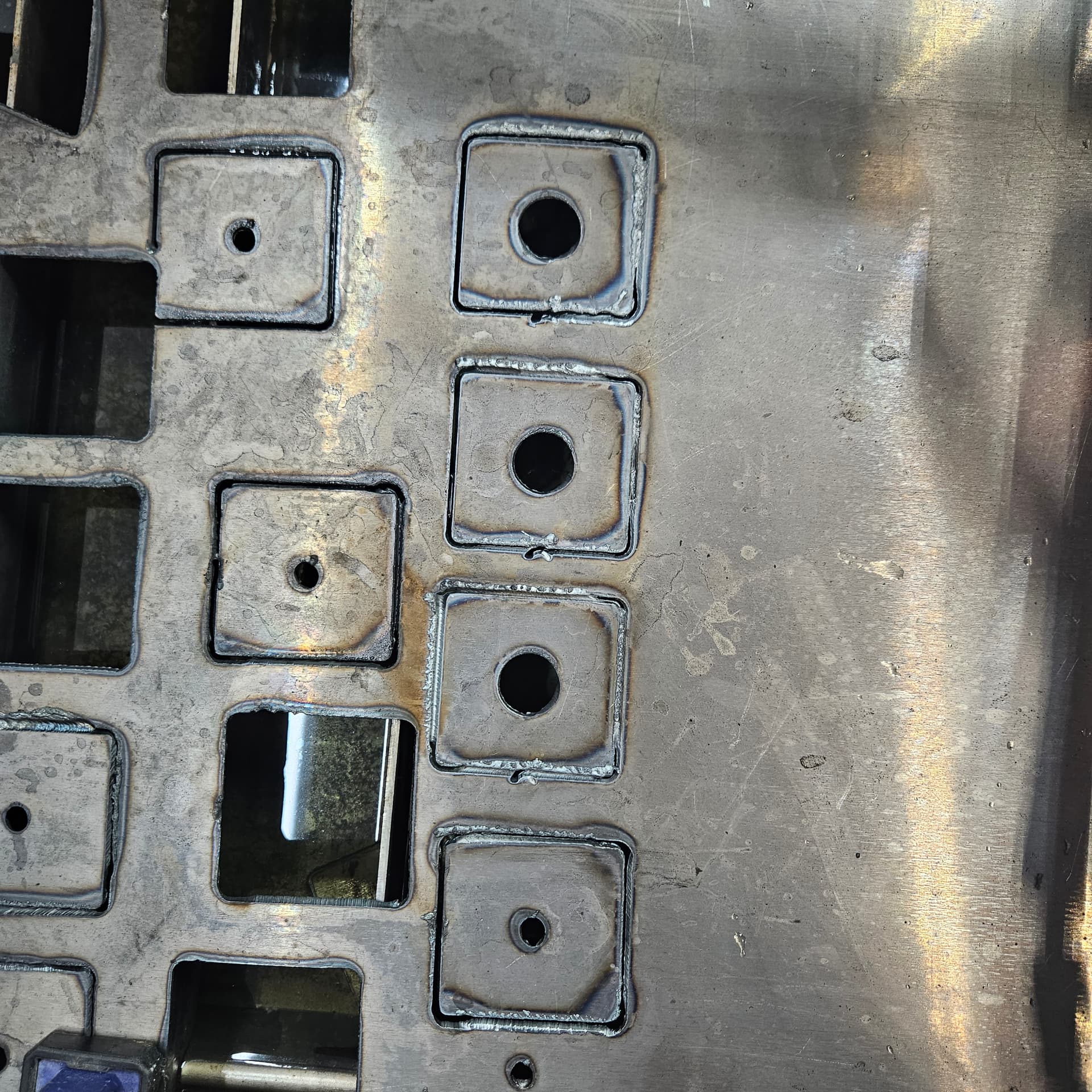
I have the Lotos LTP 5500D-CNC and my cut quality is significantly better than that. Looks like Air Quality issues, though, and that photo looks like 16Ga material, not 1/8".
I buy my consumables from @mechanic416 and have never had a problem with them.
That is possible. I used the originals only long enough to test the cutter when it first arrived. I had read enough about the importance of good quality consumables that I ordered new sets when I began using it. I’m not sure I even cut any patterns with the originals.
do you get water when draining the compressor? if so you need to drain more often. Depending on the compressor you have, many of the new cheaper compressors run at a very high RPM and in turn make a lot of heat and that in turns makes lots of water. Just like DS690 said that filter set up is not a enough.
There are tons of discussions on here about dry air, I would do a search and read up as much as you can.
btw, thanks for all the fast responses while you are avoiding the inlaws Even if I end up biting the bullet and going with a Hypertherm, I am sure I will be back here dialing it in.
Here is the pic. As far as good control over my testing shown, I have none. I started with recommended settings, but played with 40/75/100 ipm, and anything from 30amps to 45 amp (and matching pressure as recommended). Nothing cut well.
Material is 4130, .071thk
Those are toast. How many cuts are on them? Dumb question, do you have the work clamp and the sheet you cutting?
Like 72Pony said send us your setting in Fusion. It could be the fact that you not piercing the steel and the back blow from the plasma is destroying the tips.