I would keep the air 70 or under, no lower then 60psi. What size nozzle are you using? What is the temperature in the building your cutting in? You have more electrical run in your shop, can you expand on that? What did you add? Is your compressor 110v or 220v? What are your running your torch on 110v or 220v.
Im using just standard consumables for my torch.
My best results were cutting at 65 psi. Ive just gone higher today just for testing purposes.
Temperatures currently are about 45-60 degrees.
As far as electric, just more 110 outlets were ran around the shop and put up studs and insulation.
Compressor is ran on 220, same with the plasma cutter, which im fairly certain are ran on different circuits. And not much more has been running since installing the new outlets, just a couple more lights and a ventilation fan.
What are you using to clean off your dross?
You are in the correct psi range my rw45 loves around 75, I cut with my hypertherm 65 at 78.
You said you bypassed all drying equipment. It reduced dross for a short time… then you quickly and chronically introduced moisture that will affect cut quality and trash you consumables.
I get your logic for testing but it’s also a double edge sword.
Did you ever start running a bead cells dryer? I know moisture is probably about the same in your area as mine. It is unreal how quickly my beads start to change.
Then again have you ever tried changing your swirl ring?
1 Like
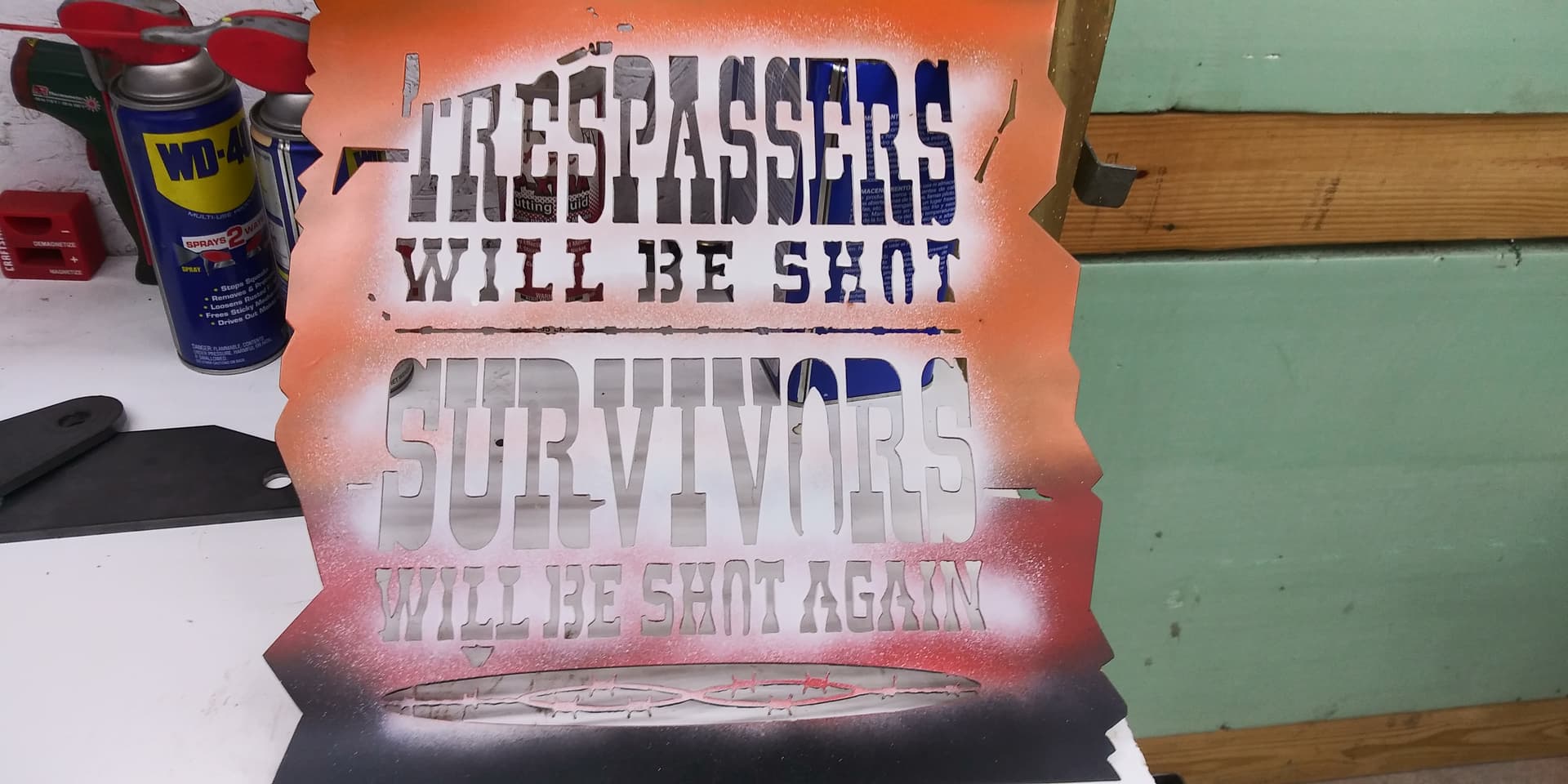
I use a wire cup. At my best cut results it would take me 30-60 seconds to clean up a sign. Wire cup to get what little dross there was and 120 grit flap disk to hit corners where the dross wouldnt come off with the cup. The dross that I’m currently dealing with I have to apply a lot of pressure with the cup, hit the dross from different angles and sometimes hit the off with a chisel. Easily takes me 5-10 minutes to clean a sign.
I’m going to leave it set at 75 psi.
Bypassing my system was more to see if the dross got worse since I knew I would be introducing moisture, but I was seeing if getting rid of restrictions would help the cuts at all.
I haven’t added a bead cell dryer yet, I felt as if I had the quality issues solved up until recently. Later today ill get some pictures of my air setup. I run all 3/8" air lines from my compressor to my plasma, there are some reduction fittings to make everything work, which I suppose I could try and bypass those.
I haven’t tried a new swirl ring yet, generally what’s the interval or sign to replace the swirl ring?
you need at least descant bead dryer then to motorguard filter at plasma machine. What size compressor you have? 80 psi air is not enough from compressor to plasma machine supply.
Oh I understand your trying…
My understanding is a bad swirl ring can affect cut quality.
This is my air set up on my new XR .










This is my crossfire pro with air set up. This is before I bought XR.
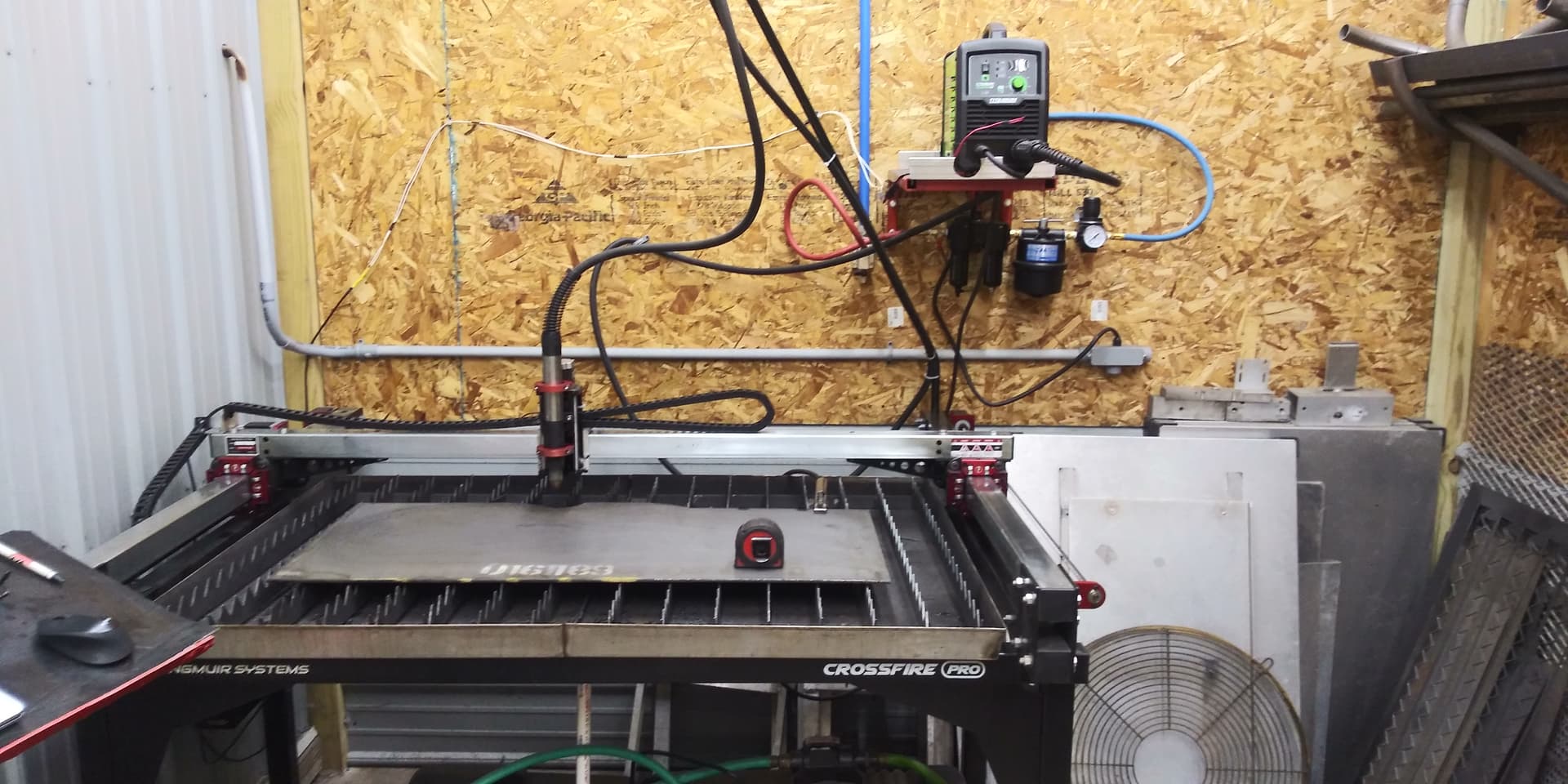
I run 120 psi to plasma machine and torch is adjusted at 75 psi. Cut everything at full 45 amps. Air line from tank is 3/4" then 1/2" fittings at filters then 6-foot 3/8" airline to plasma machine.
1 Like


Your also cutting with a hypertherm.
You’ve tried cutting with THC off?
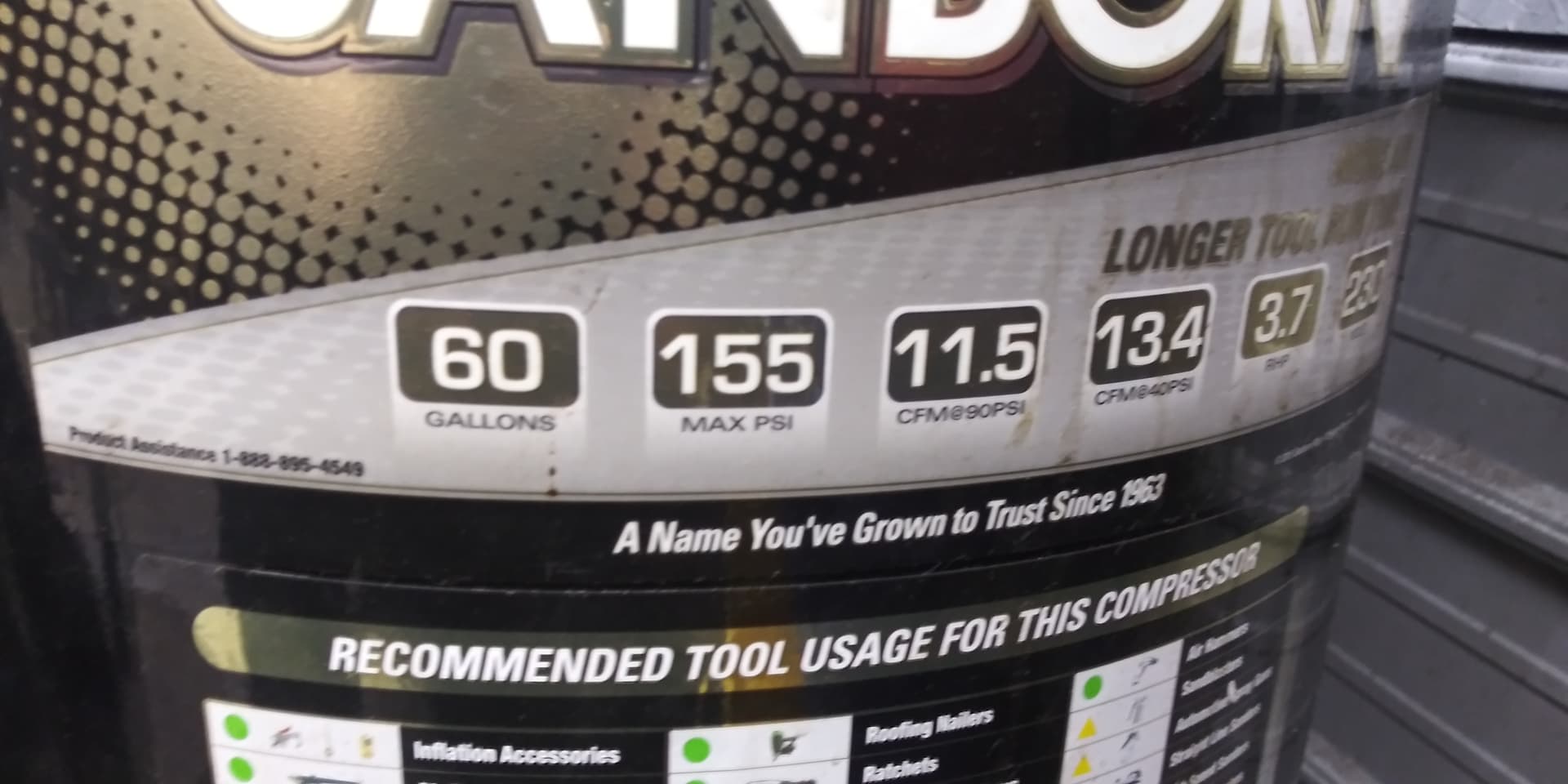
Sorry, may have been a slight misunderstanding on my part. I do have a desiccant dryer (devilbliss qc3) and a motorguard m60 right before feeding into my plasma. I’m assuming the only way to get more air in my system is to adjust my switch on the compressor to increase tank pressure and add another regulator off my tank set to 120 psi and then regulate at the torch to 75 psi? My compressor is a 60 gallon compressor. Unsure of the cfm as it’s not on the tank, and its an older unit, but honestly it looks similar to your compressor.
I didnt recently no, but have in the past which yielded better results if I remember correctly. Ill try tonight with it off.
I suppose I could try to bump up my air lines to my plasma, but would like to hold off until my shop is 100% ready for me to set up.
always keep in mind…that pressure does not mean flow or volume of air…too many reduced fittings and hoses and such will make the gauges look like you are providing the pressure…but not the volume needed…
3 Likes
Comparing my setup to Rat’s I think volume and flow may be my issue. I think im going to look into bumping up my air lines to my plasma cutter and adding in a reserve tank as Phillip has mentioned before.
1 Like
Your should have a control on your cutter that allows you to test the flow of air from your torch. If you activate the air and let it run for a while and watch if the pressure remains constant, if it does than its not your air pressure. Increasing the air line size will not make a noticeable change. The air lines inside your cutter are 3/8" or less and the regulator has even smaller ports. If you can maintain 70psi at your torch you should be fine. The air setup you have should work fine. I cut up to 1" steel with a Everlast 82i at 70 psi with little dross. I also cut a lot of 1/2" stainless steel at 75psi and do get a fair amount of dross using air and almost none with argon. Good luck
2 Likes
70 -75 air pressure out of torch is what you want. He does not have this; he is losing 20 psi at torch comparing what is coming into plasma machine according to his numbers. Big loss of air cfm and pressure.
What size is your current airline and fittings? It definitely makes a difference.
Ill be at my shop tonight, ill snap some pictures.
I had read about that and normally am running battery only, then plug in charger between cuts.
I also make sure my USB cable is not touching the table. I’d read that can cause freeze-ups.
1 Like
I feel like all my fittings and whatnot may be a good part of my issue. I supposed I should find a permanent home for everything and run some bigger air lines or something. The regulator was temporary to testing purposes and was mounted directly to the tank previously. Don’t grill me too hard on my air setup, I honestly forgot how many reduction fittings I had most likely due to adding things and moving things around for previous setups.



Torch off
Torch on

The more I think of it and look at these photos the more it makes sense why this is most likely my problem. Just the fact that my machine was cutting great for a bit really threw me for a loop.
Any insight on some ideas to run better air lines in my shop would be appreciated, going to do some research in the meantime. Is pex the way to go?