Need some advice. We thought we had the cutter pretty dialed in. Then the air regulator went out. Razorweld sent us a new one and installed. Regulator is holding pressure now. We just have not been able to get the cuts back to the same quality as before though. We have done test cut after test cut and are not seeing the results we think we should with the changes in settings. We do pretty detailed work so it adds to the difficulty level.
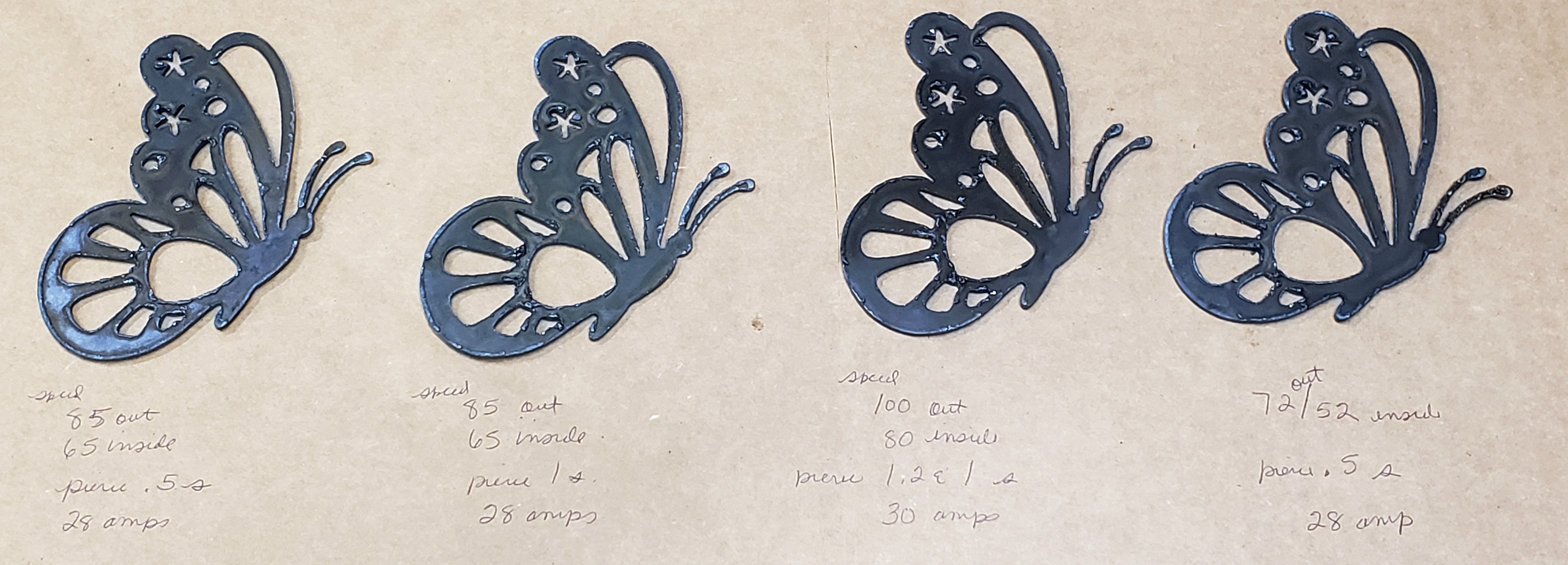
I have attached examples of the latest test cuts. The design is 4" x 4". We are using a Razorweld 45 with the Razorweld consumables, .8mm tip. We do have a water table. The settings for each cut are written below each one. We are ranging from 100 ipm at 30 amps for outside cuts to 52 ipm at 28 amps for inside. No noticeable changes.
One thing we have noticed is that the air pressure drops from 70 to 60 during cuts. Since this is the only thing we haven’t changed, is it possible air pressure is too low?
Any thoughts would be great appreciated!
Could be. I keep mine bumped up 10psi (80+) at the compressor and see the same 10pt drop when cutting. It’s pressure while cutting (dynamic) that matters.
1 Like
Is that 16g steel? Seems awfully slow if so. I cut 16G 30amps @ 180-200ipm and it’s even better at 220 but the table shakes too much. I even cut 11G steel at 120ipm @ 30 amps. But it seems all cutters are different.
The one thing I did want to say was, yes set your air pressure at the machine, while it’s flowing. Filters, dryers, long air hoses on reels, etc. will cause a big dip in pressure (james beat me too it)
Wasn’t the air pressure. We just upped it to 85 and it drops to about 80 - 82 during cuts.
Yes, 16 gauge. Is your cutter a Razorweld?
It might not be for everyone, but anything 14gauge and smaller with that kind of detail has me reaching for my 20A, .6MM tips and slowing things down. For ME the issue is more about the table shaking when the cutter is trying to move directions while moving at a higher IPM, so I just but the bullet on time and slow things down.
Might be something to try. Otherwise maybe it’s an air thing and bump it up? I’ve always just kept my compressor at 100 and let the machine’s regulator do it’s thing.
We tried the .6mm tips some time ago. Might have to get them out again. We did up the pressure on the plasma cutter. The regulator that went out was the one on the cutter, not the air compressor. We leave the air compressor at what it is and let the plasma cutter lower the pressure.
Here it is at 180 ipm outside and 120 ipm inside at 30 amps.
Mine is an older Chicago Electric 95136 40 amp machine with the Trafimet torch. Similar power source, similar torch, and same consumables.
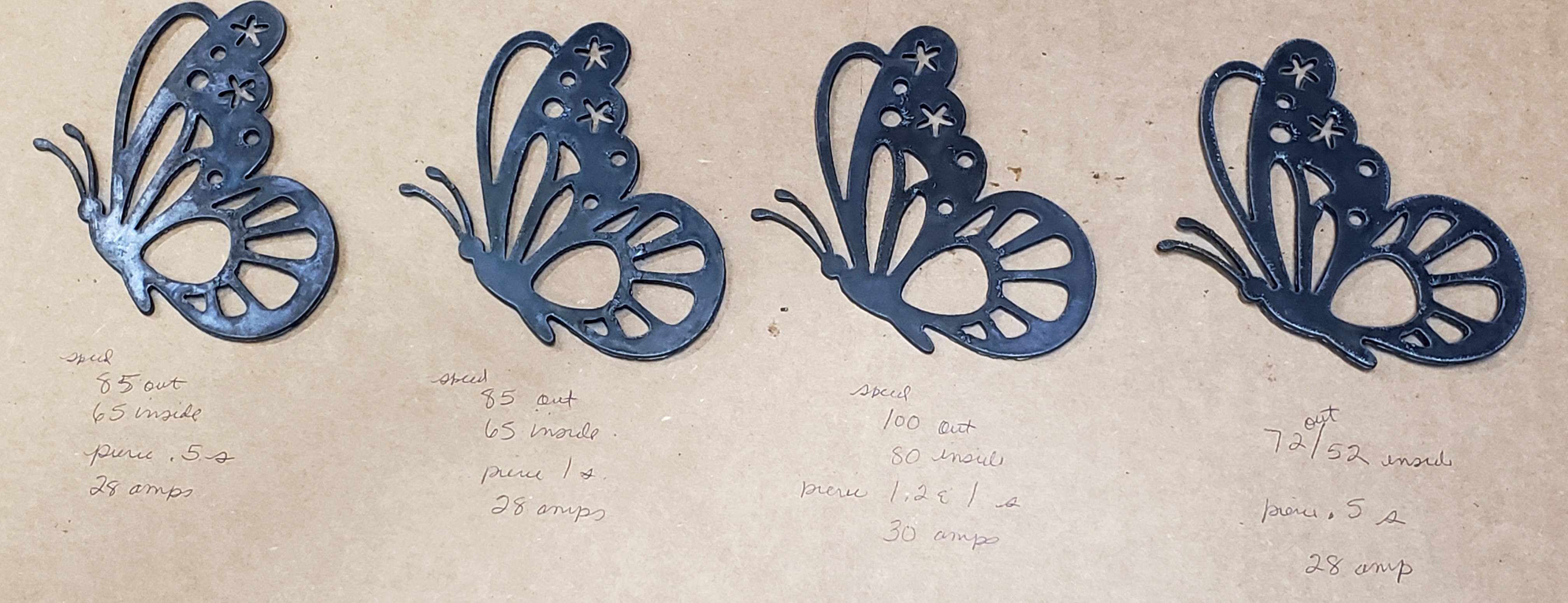
Is that the back side? Does the dross come off easy with a wire cup or something similar?
What are you using to dry the air and is it humid where you live?
Yes, that is the back side. Dross comes off ok. It is kind of hard because of the details. Can’t use a wire cup on this one. We have a motorguard filter inline and another cartridge filter right out of air compressor. The garage is air conditioned.
What kerf setting do you use for the .6mm tip?
New consumables before this test run.
Here’s Hypertherm’s page on dross troubleshooting. Think you’ve covered everything except height.
yes , if you lower your pre- regulators to your cutting pressure - you will lose to much pressure while cutting - leave your pre-regulator 20psi or more above your cutter. I am not sure if this is your problem - we may have introduced a climate variable to the mix?? climate condition in the shop? humidity? - rain? temperature?
I think the air compressor is around 140 psi. It has gone from spring to summer but the garage has air conditioning so temperature and humidity are pretty controlled.
Height is .06 using the thinner shim.
Can you try a sample cut - after dropping the air pressure by 10psi - dropping the amps by 4 - and increasing the shim height. and post back here.
Hi! Sure! Which settings should we make those adjustments to?
The RW air regulator needs to be adjusted to the right air pressure for the amperage being used. 30 amps/0.8mm tips need about 60 to 65 psi flow pressure when the plasma cutter is cutting. Most RW are factory set at around 75 psi, that’s good for 45 amps on thick metal.
You need to put a gauge after the regulator and check the flow psi.
1 Like