Langmuir Systems Forum
Cut not matching Sheetcam file or simulation
CrossFire ® PRO
KX9M
February 1, 2021, 1:40am
29
Never?
&
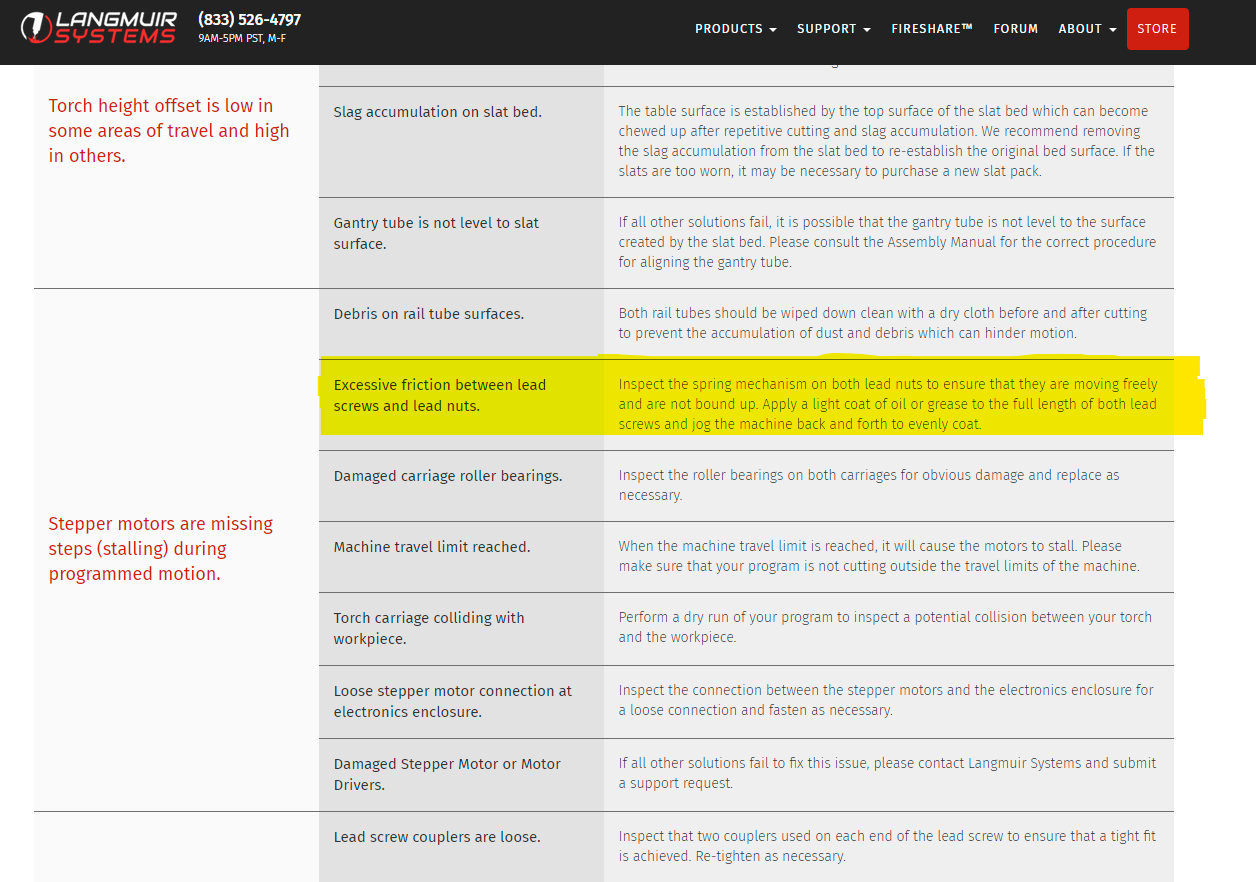
Direct from the Langmuir troubleshooting page:
image
1256×882 124 KB
1 Like
show post in topic