Having some cutting issues here which I tracked down to being caused by incorrect cut height. My first thought was that the THC was acting up but it passes the test and it looks to me like everything is looking ok in Firecontrol during cut.
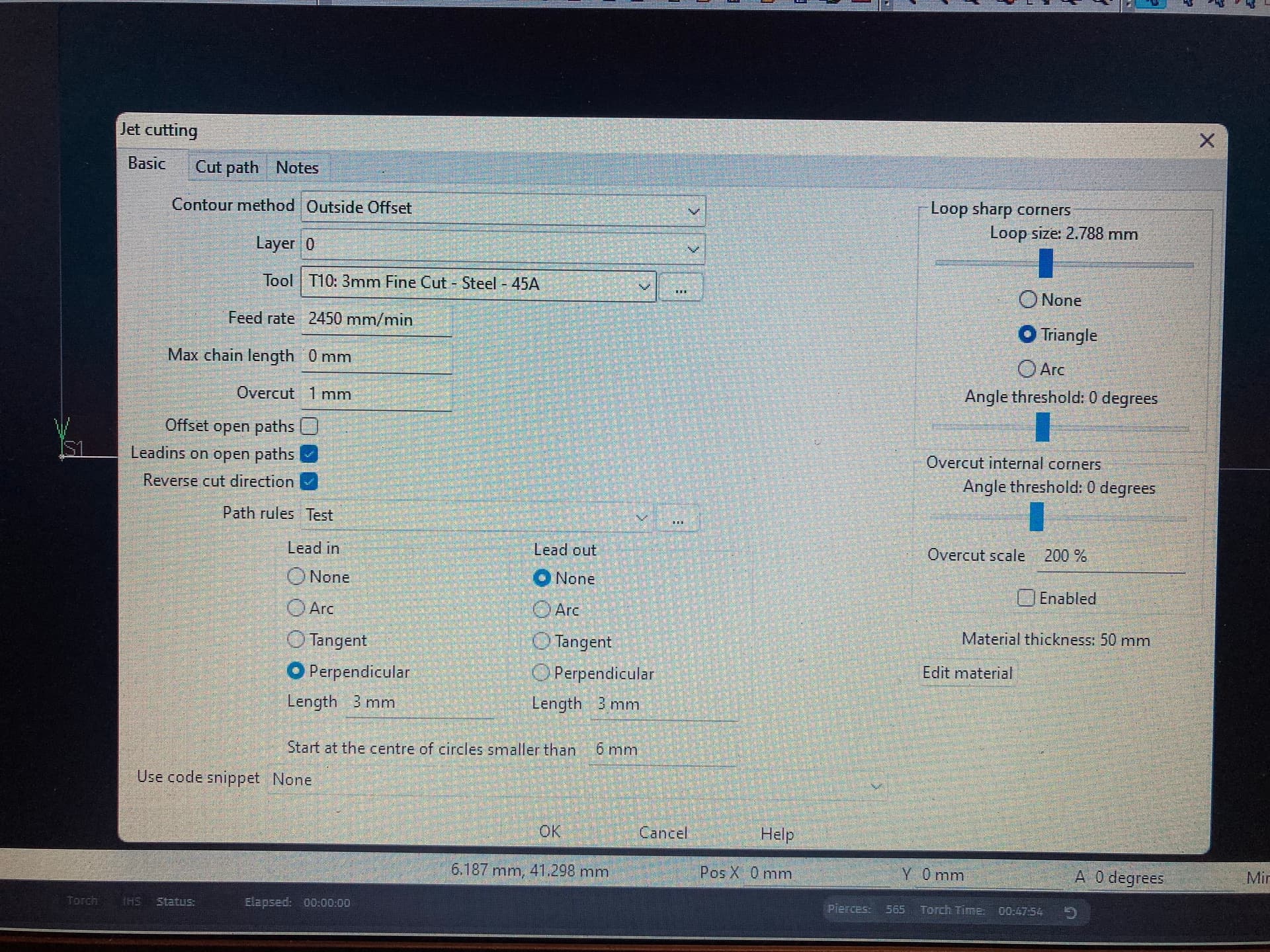
Cutting a straight line with SMART voltage and stopping the operation mid cut the cutting height comes out to 1,95mm even though the programmed height is 1,5mm. Below is corresponding pic and video of FireControl.
Interesting, what would be the cause of this?
G0 Z0.508 (IHS Backlash)
That’s the line?
I thought that was set by Plunge safety clearance.
In any case, half a millimeter is less than the difference between set and actual cut height when having a set voltage.
Smart Voltage would be in the ballpark of half a mill.
Looking closely at the torch is seems like on longer cuts the torch is actually slowly rising. This rings a bell, have seen a number of posts on this but never paid any attention to them.
The IHS backlash line is generated by the post processor for Sheetcam. There is no setting in Sheetcam that will affect that.
If you are using smart voltage, the IHS system sets the Z zero and then raises to pierce height. After the pierce delay it lowers to cut height and the Firecontrol software takes a voltage reading during the first .25" (6mm) of cutting on that loop. It then uses that voltage to keep the torch at that height during the rest of the cut loop. It doesn’t care anything about the height that you set in CAM, it just knows that is the voltage reading that it received and the THC will move up or down to maintain that voltage.
If you are using a set voltage, your cut height that you set in CAM is even less relevant. The IHS system does its thing and goes to pierce height, fires the torch and lowers to cut height. From that point, the THC will move the torch up or down to reach your set voltage, completely ignoring your cut height settings.
Hypertherm is usually very good with their voltage settings, but you probably need to run some tests to find the voltage that results in the correct cut height.
Quick test before dinner lowering the set voltage from 78 to 70 showed a huge improvement in cut quality. Visually it didn’t look like the torch was rising anymore. Keeping my fingers crossed the rising was caused bythe excessive stand of.