I have the thc control. Cut height is set at .06, pierce height is at .125 but machine is actually cutting at .32. Any ideas of what could be causing this?

This is just a sample cut i was using to get things dialed in for 1/4" mild plate
Are doing the cut on 1/4"?
yes 1/4" mild plate steel. everlast 62i plasma cutter. was going to cut out a welding table
Ok nothing stands out in your gcode.
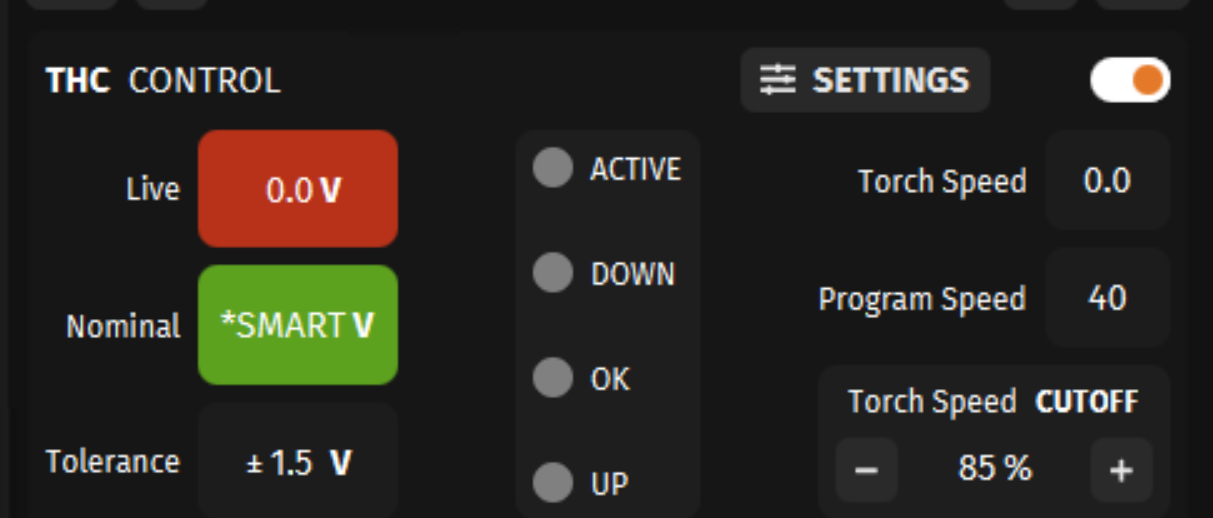
Is your Torch Speed Cutoff set to 85% (default) and the Z Speed factor at 5%?

Assuming yes to those questions, if you haven’t already do this:
- Turn off your plasma cutter
- Turn off THC, to do that:
click the toggle next to the word Settings:
- place material on table and position torch as if you were going to cut the part
- Run your GCode, pause it when it is ‘cutting’ and measure your cut height.

Is it correct or the 0.32" value?
ok so i have checked values in thc and they are as should be. turned off plasma and ran gcode i sent you and it pierces at .32 and cuts at .125 seems like it doubling the values i define in fusion
Well the good news is that it is not THC related. Something to do with your Z axis though.
Your GCode looks correct for setting pierce and cut height:
G0 Z0.04 (IHS Springback + Backlash)
G92 Z0.
G0 Z0.125 (Pierce Height)
M3
G4 P0.5
G0 Z0.063 (Cut Height)
I would say to check the set screws on the z axis motor coupler but it seems to be moving more.
@langmuir-daniel or @langmuir-mike can hopefully shed some light.
after inspecting z-axis i notice if i lift torch head by hand i can visibly see the z lead nut has alot of slop to it. Almost enough that it makes up the difference in the incorrect cut height im seeing
The z-axis does float. You should hear a switch click when you move it up by hand. That is how the Initial height sense works. I only mention that so as to not confuse slop in the nut with the float feature.
yes not the float but the actual nut. When torch touchs the metal it moves at least .125 before the contact lifts off screw breaking the circuit. as this happens you can see the znut twist on the x lead screw.
Sorry bit confused, did you mean Z lead screw, or really the X?. If Z are you saying it seems to try to drive the torch down “into” the material, then it binds the Z motor coupler/nut? I’m having hard time visualizing what is happening.
It might help them troubleshoot if you can get a video of what is happening. Just run it with torch and THC off.
i tried to post a video but it wouldn’t let me. but the nut im referring to is the nut that has the ihs wire with little brass screw that the torch holder touches
OK, I’ll take look at mine tomorrow to see if I can picture what is happening with yours. To post a video, it’s probably easiest to create a youtube account if you don’t already have one, and upload it there, then just post the link here.
thank you for your help
Are you using the latest post processor for fusion or sheetcam? I believe I saw something similar and was fixed by using the last post processor.
I just finished table build and install of software a week ago i believe to the best of my knowledge it is the latest version
The lash in the Z axis lead nut will actually make the cut height lower if not compensated for in the G code (yours is compensated at .040" which is perfect). When the torch drops to do initial height sensing, does it ever reach the plate? It should touch the plate twice before moving up to pierce height to fire the torch.
Lastly, have you measured the standoff height to be .32" or is that an estimate. A video of whats going on would be helpful.