I am pretty new to plasma cutting and have been using a Razorcut 45, Crossfire pro table to cut some 16 gauge fins out of 304 Stainless Steel.
I am trying to reduce the burs to have less sanding/grinding required and would like to know the ideal current and inches/min for this type of job.
Thanks!
welcome to the forum…
if you do some research you will find that Stainless is notorius for burs and unclean cuts…
it is very sensitive to moisture in the air and needs to be slowly dialed in to each persons machine.
so what sort of compressor and moisture control are you using to reduce moisture?
1 Like
Stainless Steel cuts very similar to steel. You will need to speed up your IPM. Like Tooyboy said, every plasma cutter will be a little different. If your moving to slow you will get hard slag on the back. I cut SS all the time but unfortunately I use an Everlast 82i with F5 gas. My setting would be just a waste of good SS.
2 Likes
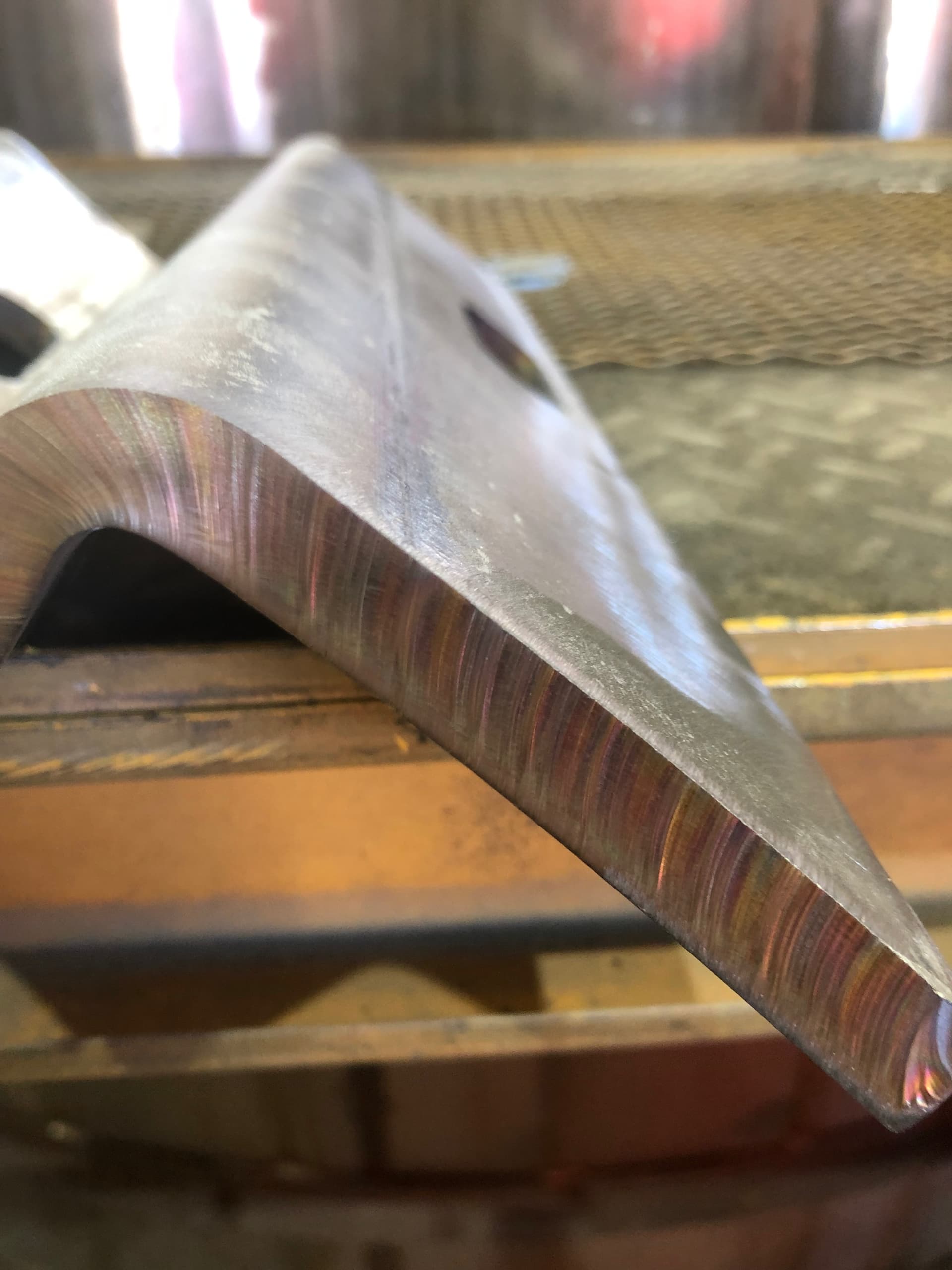
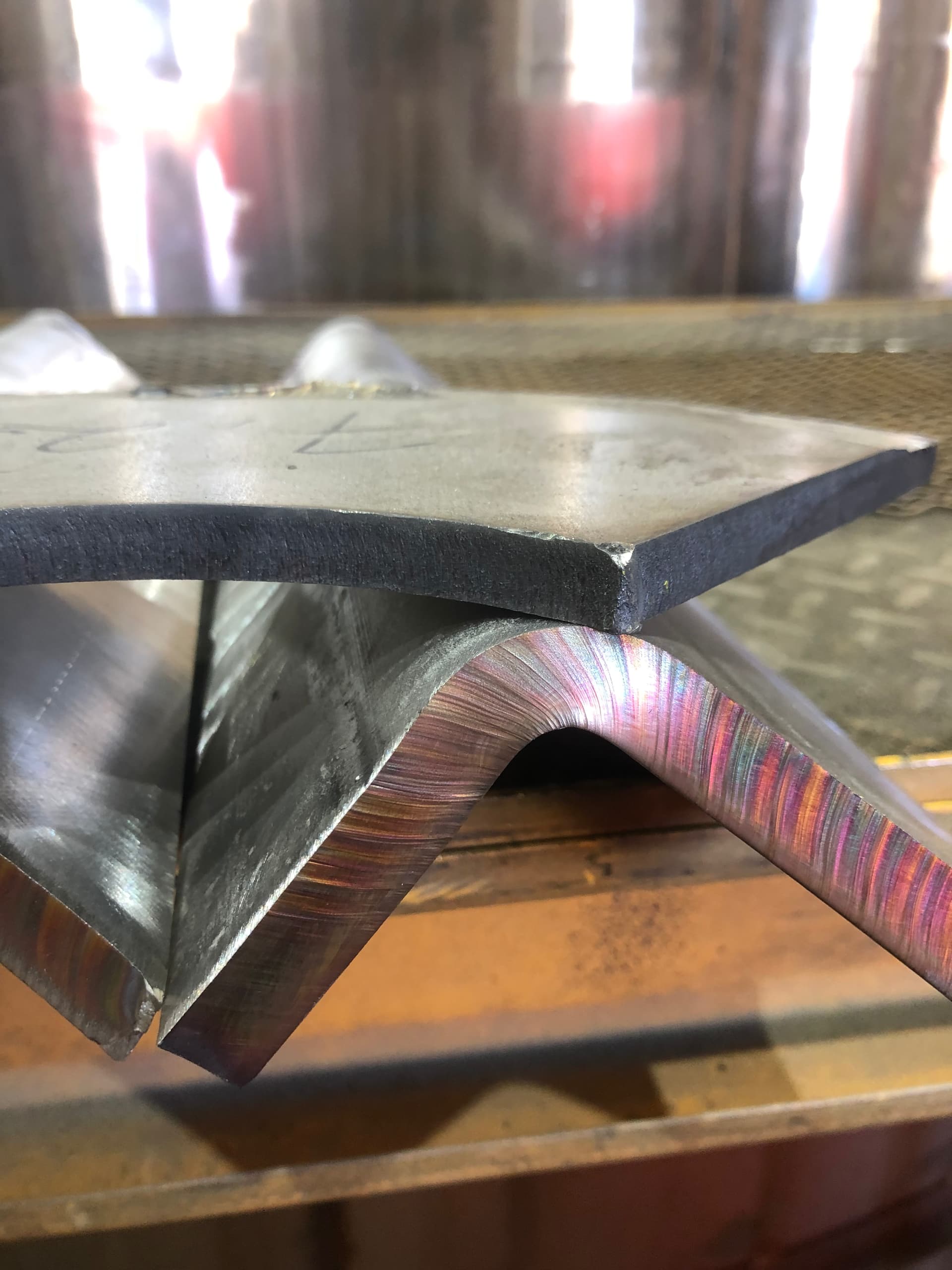
If you really want to make clean cuts on stainless you would have to use an inert shielding gas like argon. It won’t be cheap but that is how it is cut in production setting. Here is pics I took from one of my buddies who runs an industrial table that use other gas for the cutting jets. 304 ss
3 Likes
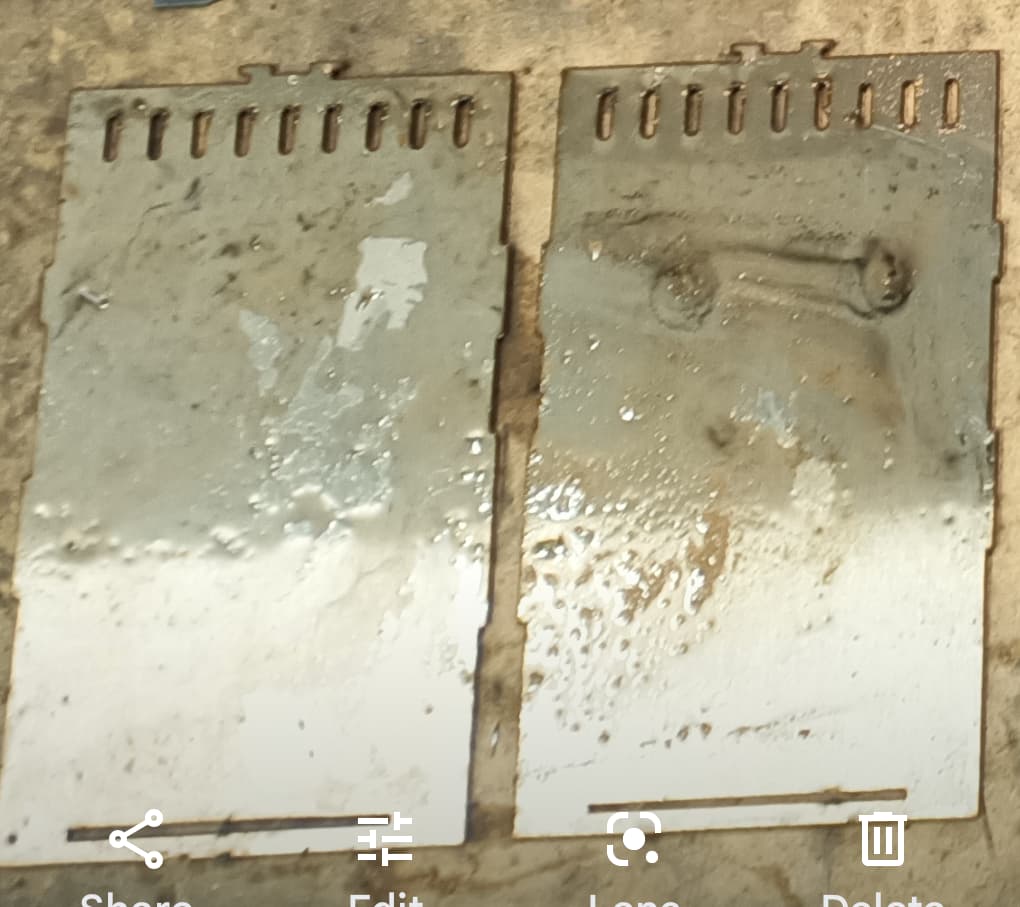
I use the book settings on my hypertherm with fine cut consumables and end up with almost a dross-free ready to use part.
During the cut I’m literally dumping water on top of the sheet
None of these parts in the picture have been cleaned up I’m going to try to find a backside pic but there’s very little to no dross on these parts
Edit. The picture of the parts on the table above is the back side of the part,s uncleaned and still wet from the table
I also run a very low cut height to prevent in entrainment of the atmospheric air into my arc column.
And for scale the one piece that looks like it has a bunch of E s cut out in it is just under 5 inch x 3 inch
4 Likes