Still new and learning with the crossfire pro and now that I’m using it a bit more, seem to be getting a recurring issue that I can’t figure out. It seems more times than not, I can cut a program with no issues on one side of the table, but when moving to the other, the torch will remain too high and not cut. Instead it makes a slight burn mark along the path only. The torch appears noticeably higher here. As an example, several times today I would attempt a cut on one area with no luck starting. Then, without changing the program, without moving the ground, or changing any variables, I would move to the side closer to the Langmuir module and it would cut great. Was able to repeat that throughout today and can’t figure out why that may be. I turned THC off and issues remained…would cut plate on one side but 20 seconds later would cut ok on the other. There isn’t a significant warp or anything about the plate that would point to it being a problem. Appreciate the help.


Is your torch cable too tight? It needs to have slack in it at all locations on the table.
If the cable doesn’t have enough slack, it will pull up on the torch. The cable will get tighter as you get further away from the support pole.
Seems to have plenty of slack in the cable at all areas. I’ll double check that again tomorrow. At the start of the program I know for certain the z axis is able to travel all the way down to establish the zero before coming back up and attempting to initiate the cut. Has reach to travel further from that location as well. Will double check any pinch points though around that arm swivel though.
Quick update…checked again on cable and everything seems ok. As another quick experiment, I removed the torch from the crossfire and cuts fine when doing manual in that area. Just can’t seem to explain why it would won’t cut one time but then when I start the program in a different location it runs great.
post a pic of the whole table with the torch in the area its not cutting.
Was experimenting a little more today and the issue was a little more sporadic. Below are some observations:
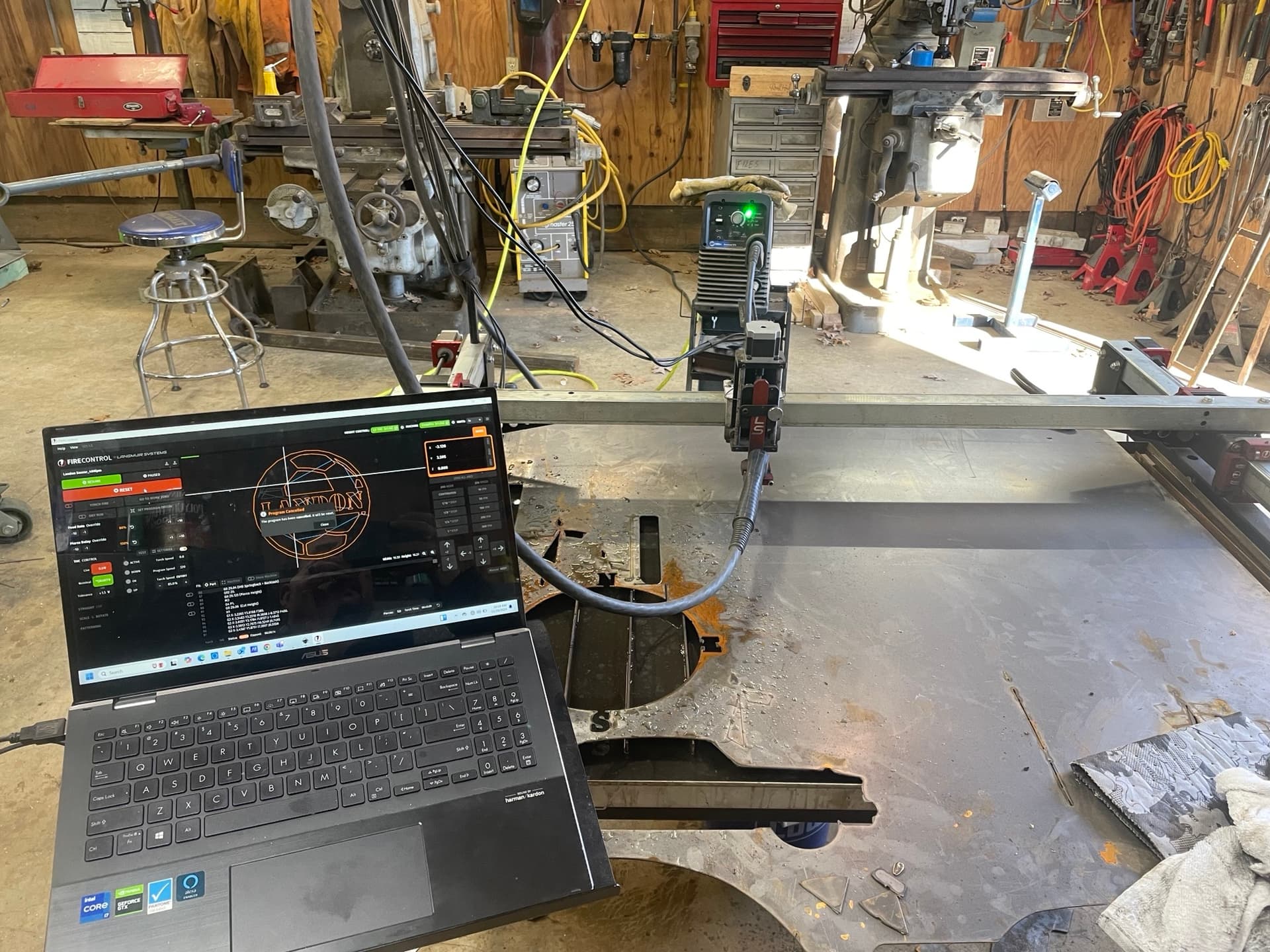
- Issue did not seem relegated to a particular side of the table. Guessing last time was more just coincidence with it occurring on one side. Below is a photo of my current setup.
- Still had intermittent issues with the same program getting a good cut and then not. In the below photo, you will see several successful cuts on a rectangular tab rounded off on one end. On the fourth one, without changing anything about the program or ground, it pierced but didn’t continue the cut until 2" into the path.
- A few times today at the start of a program, it wouldn’t iniate a cut and would instead throw a cup error back to the machine. When I would reset this and turn the crossfire off, the plasma cutter would fire manually no problem. Every time this happened today, it was only when running a cut program…but not every time. I also pulled the torch off and attempted a manual cut by hand and it cut just fine.
- Hopefully you are able to see the video in the icloud link below but I attempted this program multiple times today. Several times resulted in the issues described above…in the video, you can see it starting and getting a good clean cut. Then, midway through, the cut path has intermittent issues.
With successful cuts mixed in with these errors, a little lost in what to chase down next.

With no metal on the table, can you manually jog the torch below the top of the slats in the offending area?
I can’t tell from the pictures. Were do you have the holder clamped to on the torch? Are you using a CNC shield?
Torch looks both clamped right, and waayyy high.
If the clamp is overly tightened it will deform the cup and cause some of these kinds of problems.
But only on the right side of the table?
Yes as the torch moves the torch cable is putting undue pressure on one side of the cup or twisting it.
I originally thought it was one side of the table because of repetitions but after today, I’m thinking it was just coincidence. I will get some photos tomorrow to address some of the other comments. Appreciate everyone’s feedback.
Looks like in photo you have a drag shield installed on torch? If you do the cut height will be wat to high and will have intermittent torch misfire and cuts. As George stated make sure you have machine shield .
I do love that old ESAB mig in the background. It was the best mig welder I ever owned. Too bad that parts got so hard to get. Sorry, the welder caught my eye.
I had one too. Amazing welder!
We had a slim gun tm 200 that made welding the id of holes easier.
Sorry for late response but just got around to some follow up photos which are below. The torch is able to go plenty far below the slats. Other photo shows my torch setup. Doesn’t have a drag shield on there. Cup condition appears ok. Again, I can get a great cut and then randomly lose it on the next run or middle of the current. Seems very sporadic so hard to pin down a consistent variable.


Did you ever resolve your problem with the inconsistent ability to cut?
I believe so though I can’t point to a specific change that definitively made the difference. Have had decent success cutting lately with only intermittent issues that seem to be more related to loose electrical connections down at the box.
That is as good as a logical source of the problem as anything.
You might also check to make sure that the collar of the printer/USB TypeB connector on the enclosure does not have connectivity between the box and the collar of that connector.
Thanks for reporting back. I won’t mark this as “solved”. Your input today gives more value to other readers having a similar issue.