Today I started my first non-test cut on my Crossfire PRO; I’m a total noob. I’m using 11ga plate steel with a titanium 65 machine with an x125 machine torch. It’s set at 45 amps, 40 ipm, and 90 psi.
Everything was going great; my air supply is a little underpowered so I paused between cuts to let it build back up. I resumed, and everything was great. About 1/3 of the way through the cut, I paused again, but since I resumed nothing worked.
When I resumed, the cut was no longer piercing, though I changed nothing between pausing and resuming; you can see the difference between the cuts here. I paused/resumed several times. I tried adjusting the cut height and it crashed, losing my zero.
After that I tried some sanity tests by just cutting a 1" circle. I found the 1" circle was not a circle, so I tightened up the lead screws; I think that problem is solved, but most of my cuts are still not piercing and cutting out part-way thru the cut. I increased my pierce delay to 1s, but that only works a little intermittently; mostly it doesn’t cut through. I don’t really know what else to try, or why this suddenly changed after working so well at first.
The only other thing that is suspicious to me that I wonder about is how much wobble there is in my torch. But this is not a variable that changed between working and not, so I sort of doubt that.
With that much wobble, where you are working on the table might be causing the problem to come and go. I mean, with the stress on the cabling changing, the angle of the torch is changing.
Have you tried changing the consumables( electrode and nozzle)?
40ipm at 45 amps is less than half the speed you should be running on 11ga steel. I doubt that your air is very dry, with an undersized compressor, so you probably burned up your consumables.
That play in your Z axis carriage can be adjusted using the 2 bearings on the right side. Those bearings are on an eccentric mount. Hold the flat on the end of the stud and loosen the nut. Rotate the stud until the play is gone and tighten the nut again.
I’ll try adjusting the wobble, but I don’t think where it is on the table is affecting things; lots of my test cuts are in the same place as where things were working.
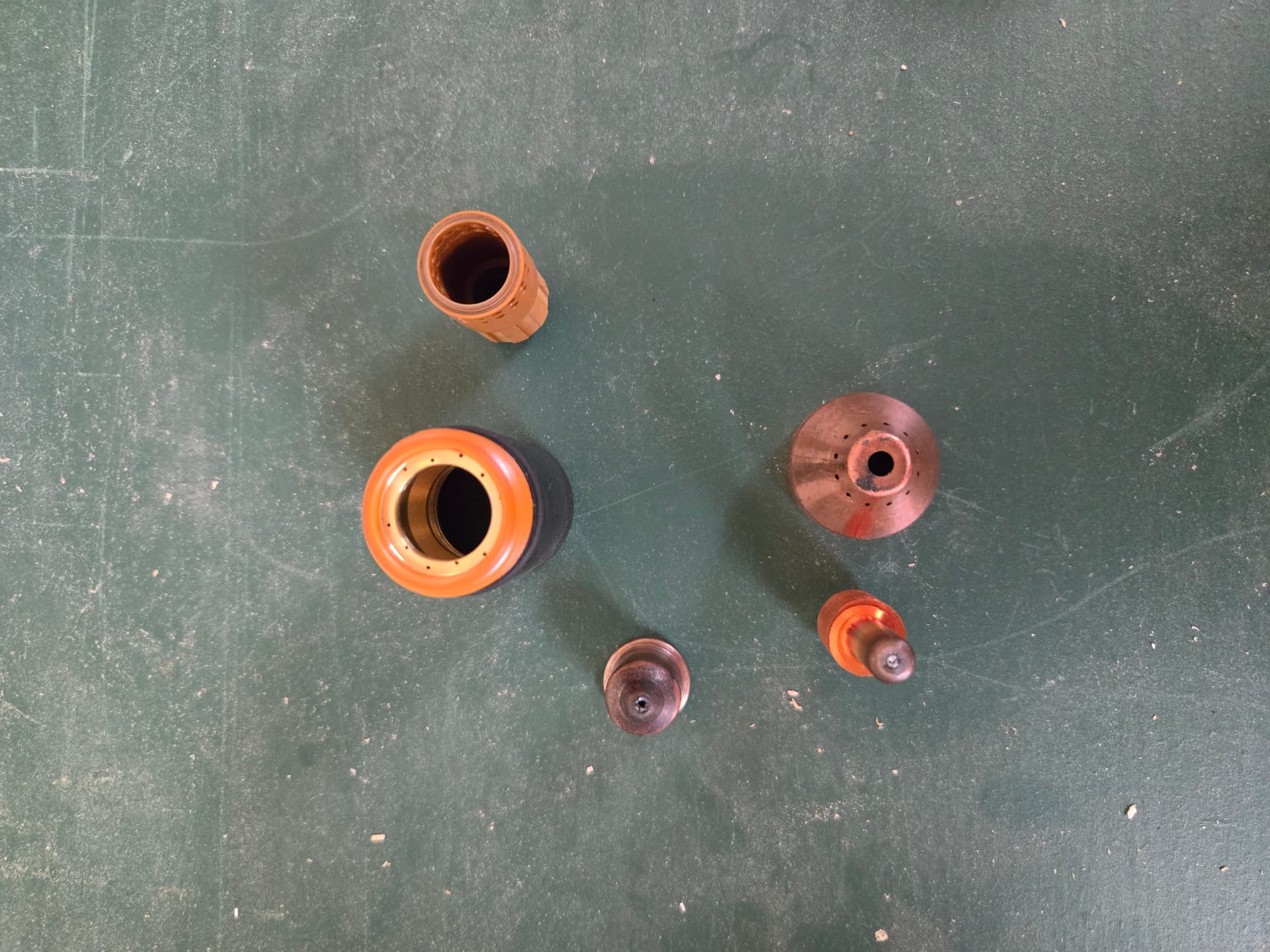
good to know that this is too slow. I’ve ordered new consumables, but they don’t look particularly bad to me. But honestly I don’t know what bad looks like. Here’s a picture:
the titanium 65 comes with an air filter on the back. You can definitely see it’s getting water in it, but maybe it’s too much. This was my top theory, since my understanding is warm air wicks more moisture from the air. So maybe the air that was in the tank before I started had cooked, but the newly pumped air was warm. Wondering what you’d recommend to dry the air? I’m in Seattle so very humid air.
That electrode and nozzle still have some life in them.
You definitely need more than the tiny water separator that comes with the plasma cutter. A one quart sized desiccant dryer and a motorguard filter are the minimum you should use.
Copy and paste the first 30 lines of code in a reply here. You can open it with notepad.
That will help us determine if your settings are off.
If you did not pause between cuts, while a jog is in play, then Firecontrol will no longer pierce or fire the torch, just goes through the motions. Known glitch.
you can stop, then select the cut line where you need to start, and click “run from line/loop”
I will get an desiccant dryer. Out of curiosity, would you know why it seems to have worked fine for a while, then completely stopped? I wouldn’t expect that with the same setup.
I don’t see anything that would cause your issues in that program.
You’re going to want to check your actual cut height though. The Langmuir instructions about putting in . 020" springback are wrong. That is not needed and the post processor adds another .020" for backlash, which usually isn’t needed either. That results in your cut height being about .040" too high
I’m guessing your issues are mostly caused by air pressure. Make sure you can maintain a constant 65-70 psi while cutting.
Resolved! I added a desiccant dryer to my setup but it still wasn’t working so I tested my manual torch which worked fine. I ordered some replacement tips/electrodes and sped up the cut to 65 ips. It worked like a charm.
If that desiccant dryer is the last stage of your filtration setup, make SURE you have a motor guard immediately following it. Dust / particulate from the beads can get into your plasma and wreck havoc as well.