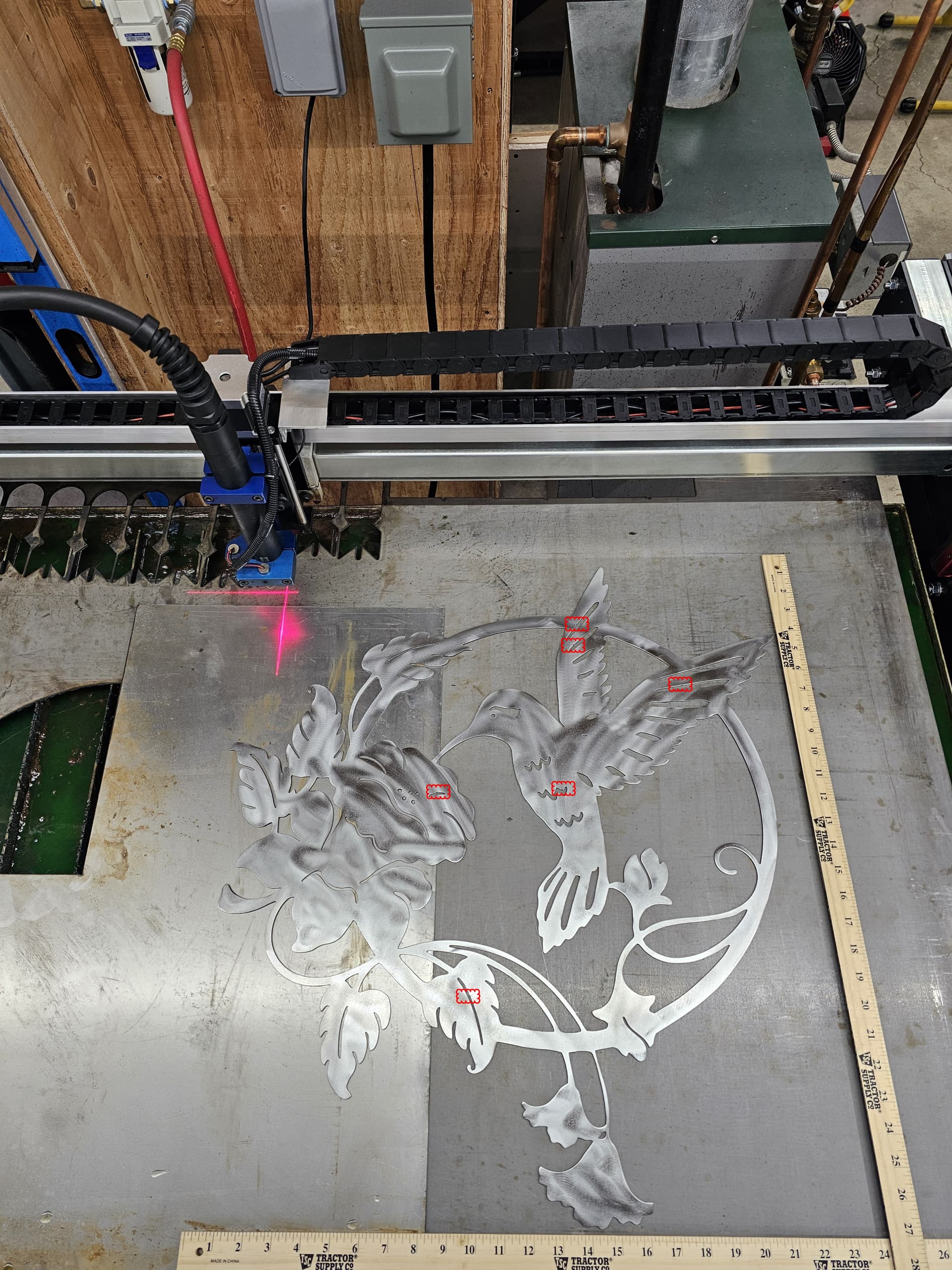
Good morning! I am finally getting more comfortable with my Crossfire Pro and the software in general after spending days on this forum soaking up the information. I was hoping you seasoned gentleman would be able to review my cut out and check out my f3d file to see what I can change in any settings to get better results or fix the pierce issues I circled in red.
Specs-
CrossFire Pro
Razorweld 45 with machine torch
Factory consumables that come with it (are these 1.0mm? only markings I see is 45a)
Dry Clean Air
75 PSI to the plasma cutter while its operating
Physically measured .060 cut height
Material - 14G HRP&O
45 AMPS
83 IPM
0.6 Pierce Delay
0.15 Pierce Height
Let me know if I’m missing any key settings, thanks for your help!





HummingBird-24in-SunsetRidge-PP.f3d (537.9 KB)