You MR-1 Gurus…I need advice. So Ive been using the Titan’s Academy to learn CAM. They have training for Tormach and there are 10 projects. Everything is good except for enlarging drilled holes, in particular counterboring. They use either 2d Contour or 2d Pocket toolpaths and plunge the endmill into pre-drilled holes that are pretty much the same dia as the previously drilled holes. Their videos of the operation look great and the counterbores are as expected. However, when I use the same parameters I dont get anything like their videos. For one thing I get extreme chatter on the initial cut and it just seems too agressive even if I slow the leads and/or the feed rate well below their numbers. In fact, I broke a brand new 1/4" carbide endmill when I tried using their numbers in 2d Contour. Its almost as if the lead is way too agressive so I tried cutting it from their 15IPM to as low as 3 IPM but it still makes a horrible noise at the beginning of the cut. If I try the RPM’s and stepover (optimum load) and feed rate as provided in the getting Started Reference Guide it is significantly worse. Coolant doesnt seem to be a factor as some of their videos are flood cooled and some are mist cooled.
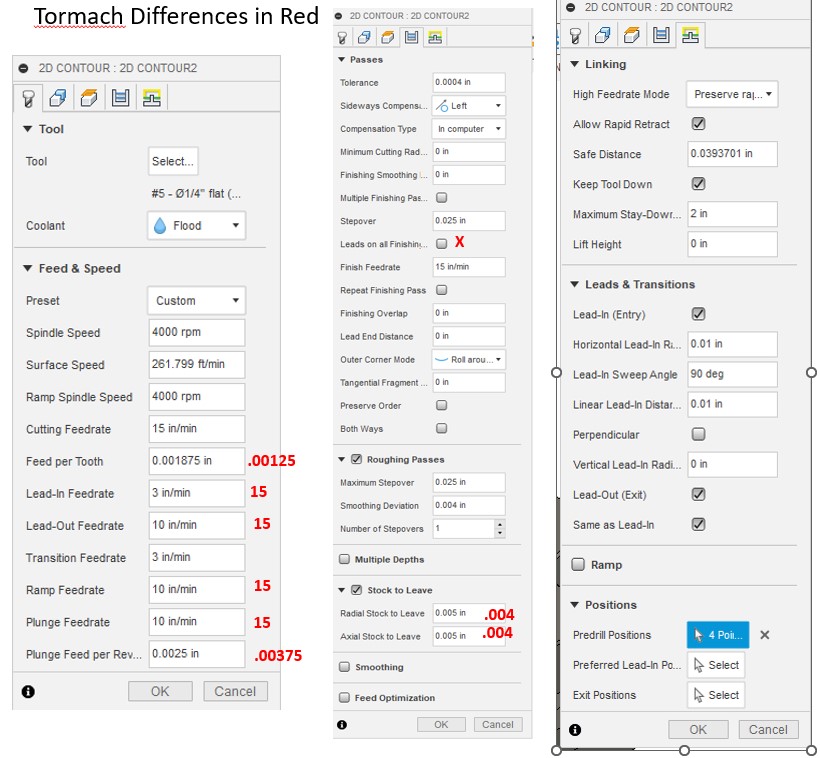
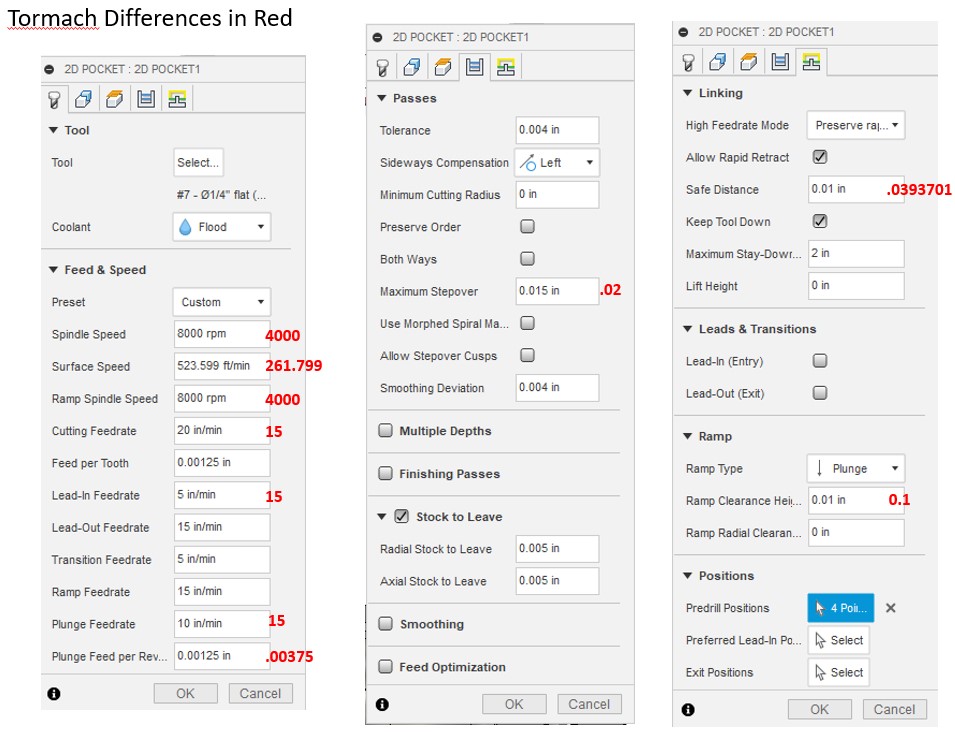
They (Tormach examples) don’t use ramping at all for these counterbore operations so far. Ramp is common on the 3d adaptive toolpaths. I’ve included pics of the Fusion 360 input pages for to show the comparisions between theirs and mine. Every red text indicates the Tormach number that is different than mine.
Anyway…enough complaining, I am hoping you folks have solved this issue and can offer a “best practices” for this kind of operation on our MR-1.
I thought the problem with bore is that it only uses the tip of the tool so you waste the flute length and just wear the tip. The 2d Contour and 2d pocket can use much more of the flute length
You either need to ramp or you need to make an entrance hole using some other process (like peck drilling). Plunging without a ramp will technically work with endmills (you are treating it as a drill), but it’s prone to chatter, slow, and hard on the end mills (which is what I think you are finding).
Personally the ramp approach works pretty well for me and lets you use one tool, which is nice on the MR1 since tool changes are slow.
Thx for the reply Alex but the counterbores used in the Tormach examples did have predrilled holes so the plunge was into an existing hole but the cut of the bore on the MR-1 appeared to be way too aggressive. Think of a predrilled 1/4" hole then plunging a 1/4" endmill into that predrilled hole. Obviously, the clearance is close to zero. Then the 2d Contour or the 2d Pocket toolpath starts. It drives the endmill into the wall of the hole at the lead and horiz feed speeds and then begins the circular path at the feed rate. If you use the roughing feed rate for 1/4" endmill from the Langmuir provided reference guide for non-ferrous that is:
Spindle Speed: 8000
Stepover (optimal load): .05"
Max DOC: .250
Feed Rate: 30-50 IPM
So if your horiz leadin feed rate is the same as the cutting feedrate of 30-50 IPM and the clearance between the mill and the hole you plunged into is essentially zero then it is slamming into the hole wall. The circular cut path then moving in a diameter of ~1/4" at 30-50 IPM means the endmill is flying around that center of cut. Te Depth of cut was as recommended e.g. MAx DOC of .25 so that wasnt the issue.
Thx. I saw a YouTube video from Saunders Machine works (https://youtu.be/nKbEzSleF14?si=10M59MsrPm0ABFD_ where he tried 6 different ops for making a hole which could be for a counterbore as well. It was run on a small HAAS so the speeds and feeds were above what I would consider for the MR-1 but a couple of the cut schemes were interesting. In a 4 of the solutions the hole started with a 2d adaptive. In these after the adaptive he used a bore, cylindrical, horizontal and 2d contour. I think I may try and duplicate what he did and see which seems better.