Are you saying you have a 30A main breaker? Or a 30A running a branch circuit?
When you say AC you don’t mean air-conditioning right?
I can tell you know right now trying to juggle when to pause cutting so you can restart your cutting will be tuff to do, especially when you trying to learn in the begging.
In the beginning you will become very frustrated and this will be one more thing to add to it.
I did not see any talk about Cad and Cam, are you fluent in those? There is another thing you will need to learn.
Thanks for the input guys. Much appreciated. If I get the pro 4x3 I will get 60 gal, air dryer from HF and inline filters. The question of AC is not that important because worst case is I can run more 220 from the main breaker, those are not concerns to sort out. For sporadic use it is not a big deal to run few parts, wait for compressor. I agree it is a messy machine. It’s all a trade off on multiple levels. I am already designing around using screw mount nuts, tnuts, weldnuts so there will be no tapping. Still some things to weigh out. Like how to handle parts falling and see-sawing over the water table slats so you don’t crash into a part sticking up. Tabs are an options, at least on one side.
That one is called a t nut for wood, as it has prongs. Just put the slots for the prongs. Water jet has no problem making the prong holes. plasma is TBD. I wouldn’t try to do press fit due to variance in holes even with Waterjet( waterjet holes can be tight one side, loose the other on press fit parts). I would only use weld nuts or t nuts with prongs to catch and not spin
This seems like a backwards method if you ask me. Did you know the prongs are made on a taper?
Are you going to cut a tapered hole for them to fit in?
How will you keep them from falling out?
I have used 10,000+ t nuts, very familiar. They are a placeholder till I know what I want to use but they can be held captive from the top with a plate that sits over the the flange, held down with a bolt although the weight is holding everything down. I am looking at various off the shelf methods for threaded inserts. You can’t cut a tapered hole on water or plasma, just cut the hold the size of the widest part of the prong, quite simple for water or laser, not sure on plasma.
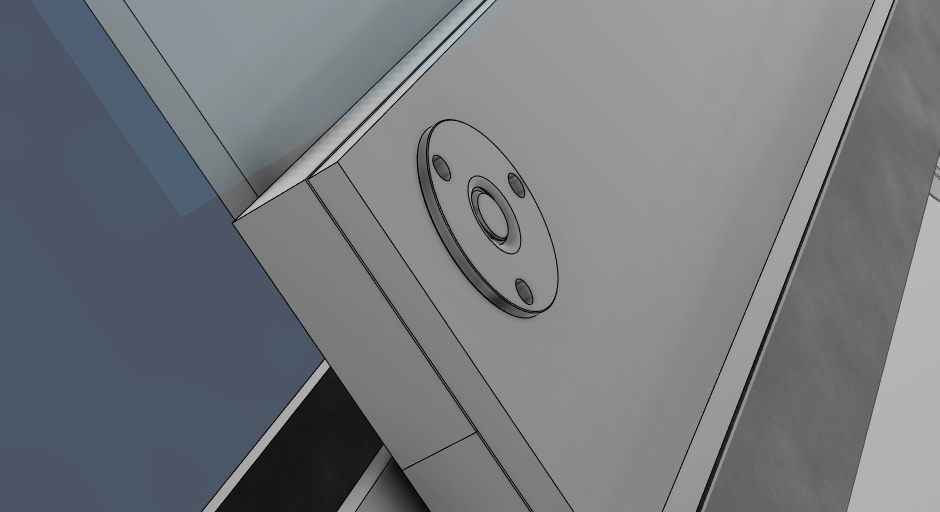
Ok, but it is not important to taper a prong hole. This part is from a CNC’d part with recessed flange, but principal is the same. Just drop in the tnut, hold captive on one or the other side if needed. Not applicable to all cases. But this is a bit digressed
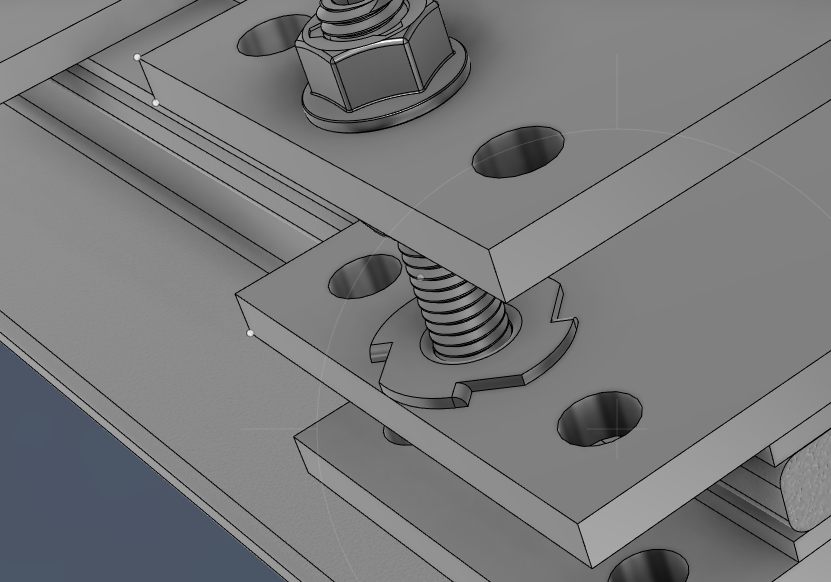
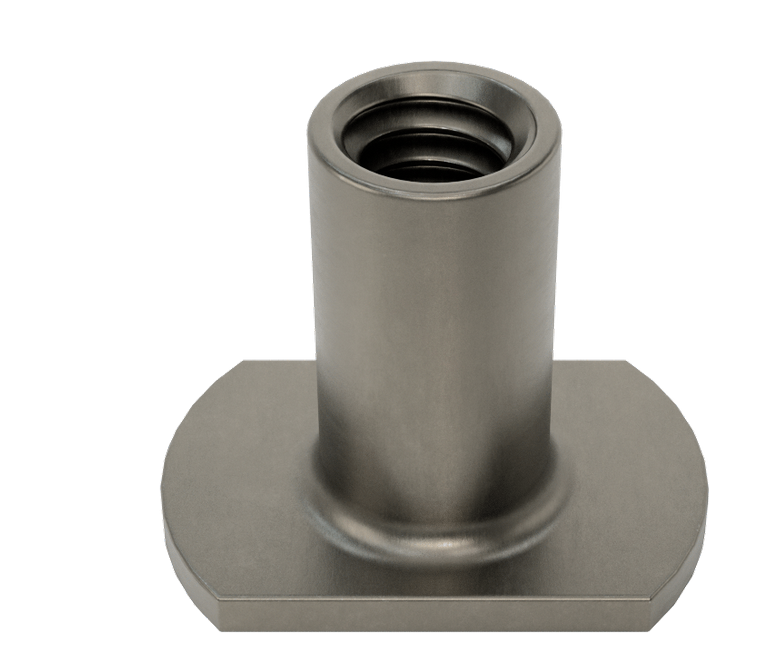
Yes I’ve used those versions as well but you have to either weld them, or hold them by some method to tighten a bolt. This is a similar weld nut I have used with flat sides, so its easier to hold this one captive with a screw head near it, or metal plate near it to make it not spin. Unless you are into welding these things.
Well that does seem like the way to use them, lets compare. Hold them from turning with a screw or flat plate. Mark where hole will be required, drill hole, tap hole, insert screw, done. = 10-12 mins unless you break a tap
Or you weld them. Drop in hole tack as needed = 1 minute
This got way off track. How about jb weld and go buy a circular saw and throw a metal cutting blade on it. lol.
Seriously though, you sound like you know what you’re doing. Just keep this in mind, one does not casually buy a cnc plasma setup. You have to do it right or you’ll be chasing quality and errors and spending more time trying to squeak by with less than ideal equipment. It will absolutely take trial and error to get your setup working how you want it to, which from the research you’re doing I’m sure you’d be able to do it. Just don’t skimp on the air setup.