I often send out 1/8 - 1/4 steel/aluminum projects to either a laser or waterjet local shop. The laser is incredible on fine detail with high detail parts that need to fit together precisely. The waterjet is good for most projects but sometimes the taper angle is annoying when tapping a 10-24 or 1/4-20 hole, the dynamic head waterjet doesn’t benefit the cut angle on 1/4 material so there is a hassle on tapping and redrilling. I have a project that requires a number of small pieces steel and or alum 12"x 36" with lots of drills and slots that I am considering doing myself, a 3x4 table will work so I am looking a Langmuir. I have a project that I can use to buy a plasma cutter cnc to own versus use pay the waterjet guy and laser guy and have no toys when its done. The first questions are
Once the kerf and cut angle have been determined on a certain material ie 1/8 and 1/4 steel/alum, are the cuts very repeable? There are quite a few of the same parts to make, I don’t want to have to sand/grind/modify on CNC to correct variances.
Can a 1/8" wide slot be cut in 1/8" aluminum/steel with tight repeatable precision (once the offsets for kerf and cutting angle have been determined). I can work around the inside corners by overshooting the radius of the corner or maybe software can compensate.
What is the edge detail after cutting 1/4" steel? Is it a lot of work on a sander to make it decent( does not need perfect/polished look just not jagged). Can an edge be lightly deburred - sanded and spraypainted and look not like crap.
Is the Automatic height important for a rare use?
For 1/4" steel max, will the HF cheap plasma work for small projects.
I have CNC, laser cutters( not for metal), other machines that are CAD/CAM. What is the learning curve to be up and running with decent cuts on plasma for first time user?
Welcome to the forum! You have to realize that you are setting an incredible precedent! Asking questions BEFORE you buy. Excellent questions that deserve expert advice so I’ll let my colleagues reply (which, I’m sure they will)!
I work in a machine shop and have worked with flame cut, plasma, and water jet cut parts. Personal I would never tap a just cut holes it is possible with the right materials.
I am replying to share a picture of a part I frequently cut this is the outside profile after 1300ish pierces and about 3 hours actual torch on arc time with a hypertherm 65 cutting at 45 amps.
Has anyone every tried to cut an outer cut first for rough cut, then come back in some .02" etc and. cut again to make a nice edge? That is a bummer that you can’t make tap holes for 1/4-20. I’m curious what a peck would look like, I assume it would create a rough hole all the way through as a guide then manually drill through it, how precision would the manual holes be is the question. My first thoughts are to run a peck on the locations, then come back and start in the center and move out, cut a radius and see if the hole is improved versus trying to cut a hole in the first past.
A peck won’t penetrate will only make a mark. I always do a rule to cut from the center on hole one inch and smaller. I don’t think your thoughts on a finish cut would work in my opinion.
Then also remember people also always share the best of their best.
For occasional parts I think this may satisfy you.
Maybe you can get someone with the exact setup as you plan to use cut some test parts for you.
Bear in mind that some material will be hardened by the plasma after the slag cools, making the walls of the holes extra hard. Take into account for whatever bits and taps you want to follow up with…
Plasma cutting holes in steel will harden the cut surface. I’ve broken several drill bits and taps trying to tap those holes. If I have to tap a plasma cut hole, I’ll cut it slightly undersized and then use a carbide burr to remove the hardened surface before tapping.
I wouldn’t bother with the harbor freight titanium plasma cutter. There are other machines that are just as good, for less money.
Thanks for the photos of 1/4"! That is more than fine for my project expecailly after spray.
I am looking at some threaded inserts, weld nuts, tnuts etc that might solve the tapping issue.
I should have asked about tapping 10-24 and 1/40-20 in aluminum since the hardening effect would be less cricitcal and redrill is much faster and easier than steel, less tap breakage.
Once the metal has been cut once, it does not respond the same way the second time around. That would not be an acceptable result for several reasons:
For steel, the edge becomes hardened from the heat of the first cut so the second cut will have trouble and likely not cut as well as the first cut.
You have severed the metal from the outside piece of metal. Normally you rely on that metal remaining in contact with the outside of the main piece of metal for good conduction of the current thru the work lead. For the best cut you want the work lead attached to the metal. Most times you will get a acceptable connection just by being connected to the table slats but no always.
You work piece is more likely to shift more once it is severed. Unless it is a very large piece of metal and you plan to keep moving around the table applying stabilizing support to the piece throughout the cut once it is severed free, there is likely going to be movement and then the second cut might cut more than expected and not be in contact with the metal and fail to cut at all.
Aluminum:
Those of us that have cut lots of aluminum would love to have access to the waterjet. That edge of the aluminum is quite rough after cutting with plasma. Although it responds quickly to sanding, it is difficult to get a quality repeatable result with all of this manual finishing after the cut.
For aluminum, I would just undersize and then drill to size and tap. Be aware that plasma cutting aluminum is much more messy than cutting steel. The dross is harder to remove and the edge quality is not nearly as smooth as steel.
Excellent. This is the third time I have needed to be reminded of the tabs! Early on when I started with CNC plasma cutting I put tabs in everything. Nearly had to destroy some parts to even get them released so I stopped using the tabs. Definitely a good solution to this consequence. But the steel would still be disagreeable with the second attempt at cutting.
Your idea about threaded inserts and t-nuts is also good.
It’s not like machining, where you can take a spring pass or finish pass to get a better finish. The second cut with plasma is likely to be worse than the first.
If aluminum cutting is the goal, plasma would not be my choice. I use it, because it is the tool that I have. It’s great for prototyping and small projects, but I wouldn’t want to use it for production at any kind of scale.
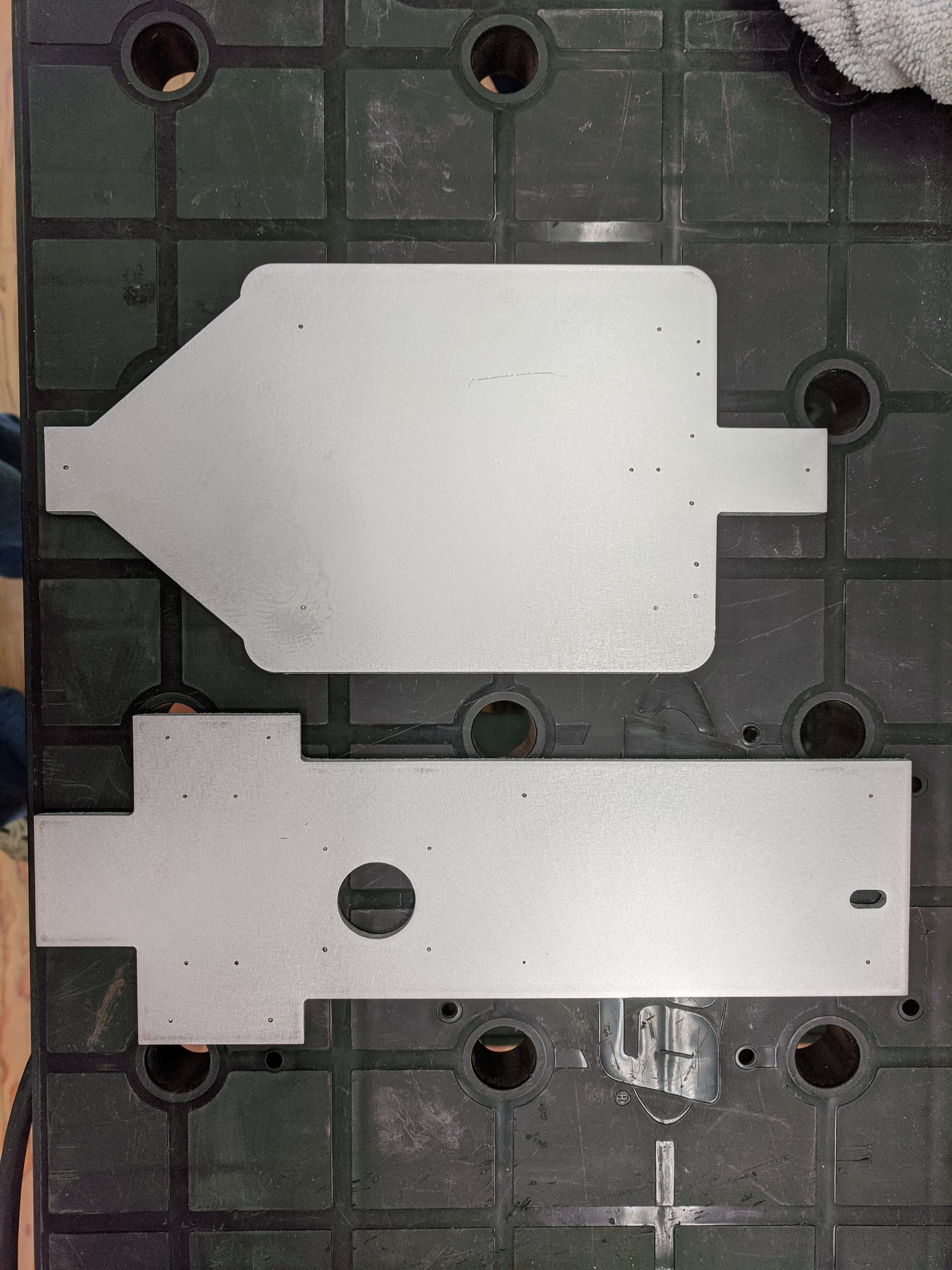
Ignoring my tongue in cheek post earlier, if you stick to thinner sheets of aluminum (1/8" and thinner), you can fashion some decent plates fairly easily. I have a low cost plasma cutter (definitely a hobbyist) but I’ve made parts like this for my own Z transport. Note that I did NOT attempt to cut small holes with the plasma cutter, but use a ‘peck’ method to ‘center punch’ my small holes for later drilling which, in this case, included M2.5 tapped holes.