Sometimes I worry that my compressor is working “overtime”.
So is there a way to “pause a cut” such that it will not affect the cut negatively and ruin the piece?
I am preparing to cut some parts that are 5/16" thick and I have never attempted such thick pieces, so I am concerned that my compressor will need a “break”
It is a Quincy Single-Stage Portable Electric Air Compressor - 2 HP, 26-Gallon Vertical, 7.4 CFM, Model Number Q12126VPQ
i second what ds690 said as well as if using sheetcam, it has a “pause between cuts” where you can enter a value of how long you want to pause between each cut.
this is the easiest…just hit the spacebar between cuts when the torch is traveling to the next cut…then hit resume when you feel comfortable…I used to do this all the time…
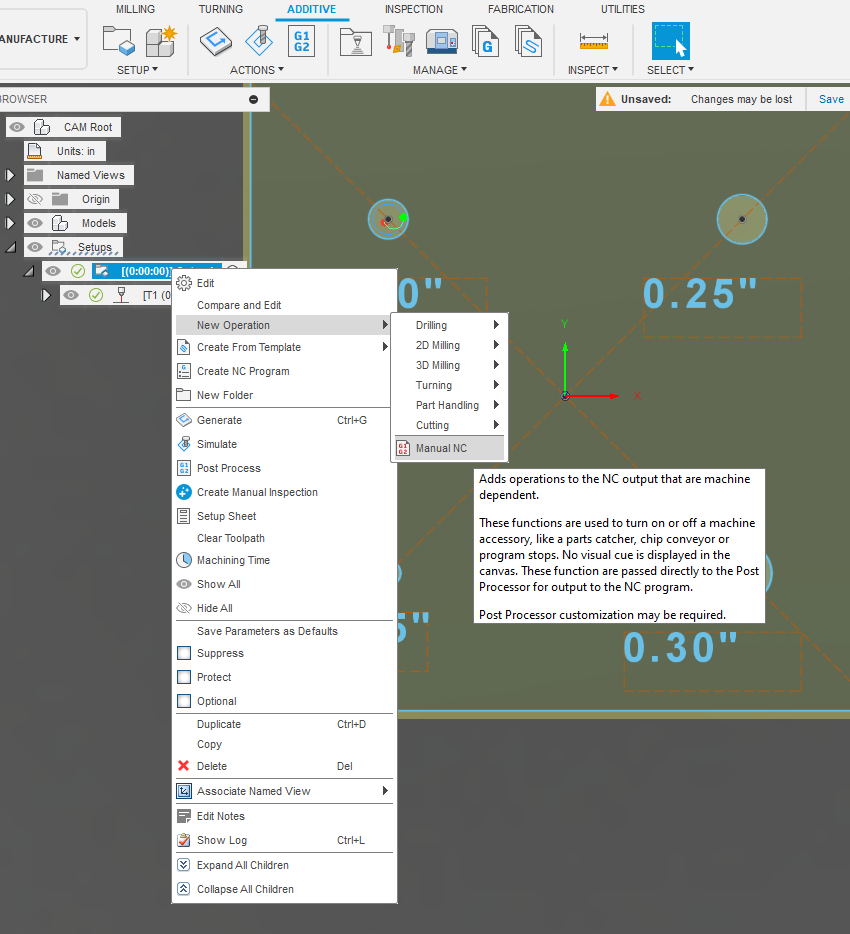
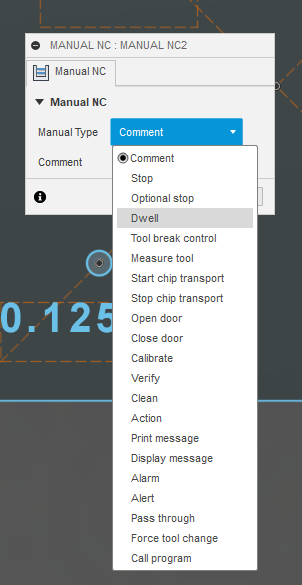
It then adds the pause under the setup. You will need to differentiate your groups of cuts in different tool paths. Put a New Operation>Manual NC>“Dwell” at each location that you need a pause. It will then be part of the code.
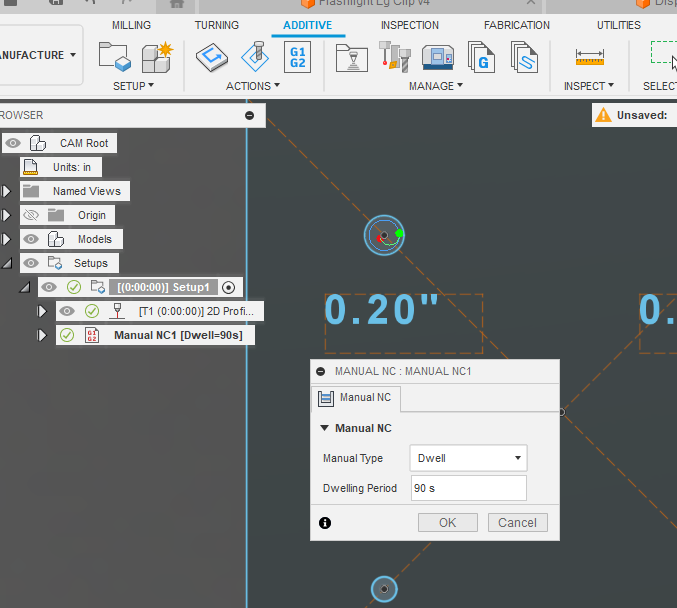
But here is the secret, all of the tool path manipulations was to get one simple line in the gcode: “G4 P90”. G4 is the Dwell or Pause command and Pxx (is number of seconds of the pause). You could add that by yourself in a text editor program. Look for “M5” which is “Torch Off” command and the the G0 Z1 command moves the torch up to 1 inch for fast travel. Insert the pause after that command to lift the torch.
Now you can use that snippet in the operations but you will need to set different layers.
To do that click on the icon up at the top (pictured below)
To create a layer, hold down control and click on all the cuts you want to cut first (this is also what you would do to select holes for a center punching operation) Once you have clicked everything, right click (make sure to right click on one of your selections) choose move to new layer then give it a name. Keep doing that for your remaining layers, you don’t need to do it for all as the remaining items are still on the original imported layer.
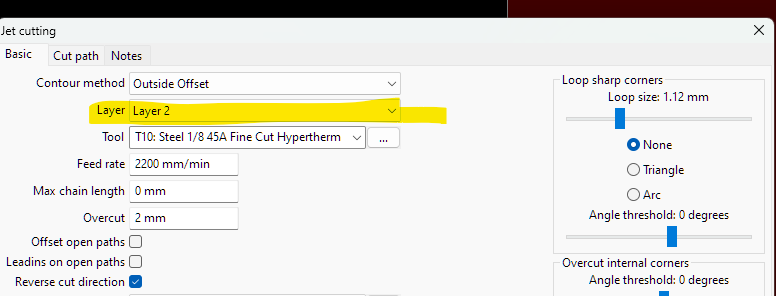
Now, when you create your operations you can add in the pause.
Make sure to choose the correct layer in your cutting operation…
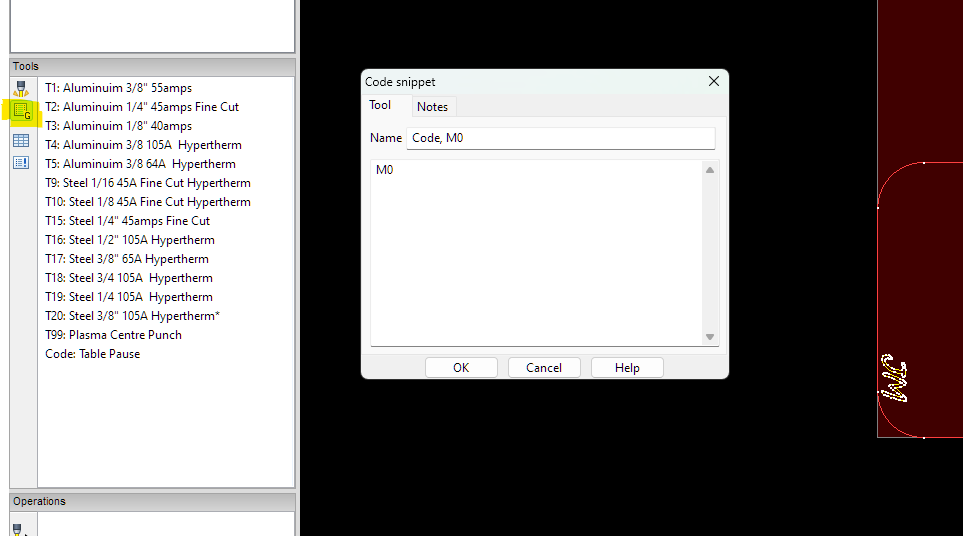
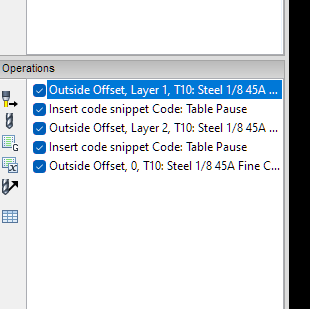
In the end you will have something like this (the icon with the G is how you insert the code in the operation.
I’m not sure that fire control fully understands the M0 code. The table will pause as planned but you need to press pause and then resume on the screen to resume cutting.