I am using a stop block to do this so I am positive the part is in the same place every time.
The tool is zero’ed out to the top of the part no issues
I can run 1 or 2 parts then go back to Z zero and I am 1/8-1/4" above the next part.
I have marked and checked the bit several times to make sure its not moving in the collet
I can re-zero the bit with the tool setter no issue then run another part
I can run 1-2 parts then the Z again loses its work zero and is 1/8"-1/4" above the part
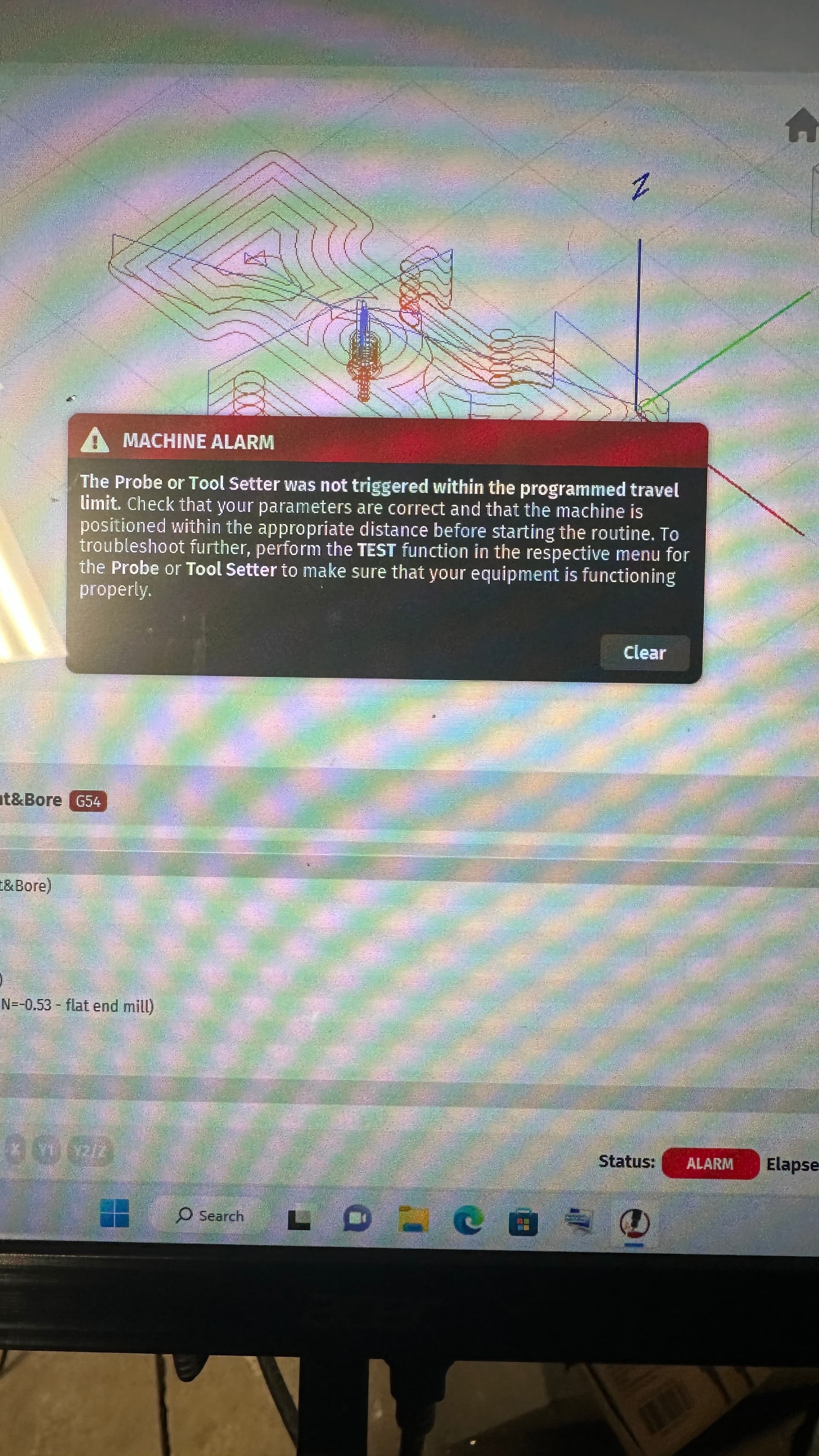
I go to re-zero with the tool setter and get an error message attached.
If I rehome the entire machine again I can then zero the bit with the tool setter and return to work zero.
This starts all over again
I cannot figure this out. It is as if the bit is walking in the collet but it is not OR the Z axis is somehow missing steps? If the bit is not moving in the collet I should be able to zero the z as many times as I want and not have to rehome the machine. I have almost 1.25" sticking out of the collet.
B) What is the limits for others here for the lowest the spindle can travel before its completely out of travel (-6.???). My Z negative is -6.27 machine DRO and I am out of travel. This puts my collet 2.25" above the bed. Is this normal?? If I have a bit sticking out of the collet 1.25" I am almost not able to reach the tool setter.
yes, what you are seeing is missed steps. I see it a lot if i am trying to do a heavy cut. i found the feeds/speeds listed are way to much and i can stall the motors. try cutting less and see how much it improves.
Thank you.
I am cutting way below what I think the tool is capable of. 1/4" 4 flute at 13ipm, 10in plunge, 4700rpm, .100" step down and .075" step over. My feed per tooth is about .0007"
I had no intentions of always cutting butter when I bought it:) I have ordered a heaver driver and that I am hoping will help some but I thought you could cut steel with this thing.
When you say you cut less, how much did you cut back?? Also just to add these numbers I am showing are side cuts. I have 2 Bore Mill operations that are for a .300" hole and I am cutting that at like 8ipm on a helical cut. I just cant imagine this not being able to handle that but maybe you are right.
Just out of curiosity if you see this a lot, are you able to go back and fix the part? Do you have to constantly re-zero the tool??
myself, i have only cut alu so far (and learning all this) but i was originally trying to take .25 cut with a .5" endmill using their speeds and i stalled a bunch. dropped it down to .1 and its been better (sorry, i need to go look at actual speeds) but i would just try it, listen and change it a bit using the buttons on screen till it sounded better and wasnt missing steps, then i would go back and modify the cam.
your width off cut will not affect your z zero for lateral moves. I would try dropping the plunge feed by half and see what happens, the machine alarm is weird but i assume it occurs while the tool is trying to reach the tool setter? If that’s the case then it makes sense as the machine believes its out of travel but it is not. Not sure how much time you have on the machine but lots of people had to back off their z lead screw bearing due to skipped steps under no load. Your z drive should solve it but I would try reducing plunge feed first for fun to see if it solves your issue.