My MR1 Experience - the struggle bus was ridden - as they say a pictures say a thousand words - thanks to the many people that have helped get to this point whether it be Jake at support or forum messages from other users.
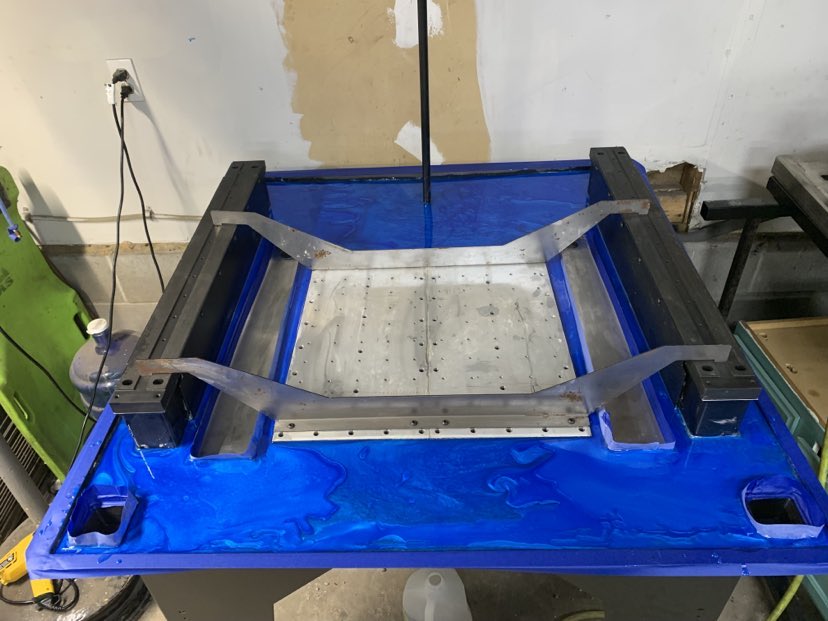
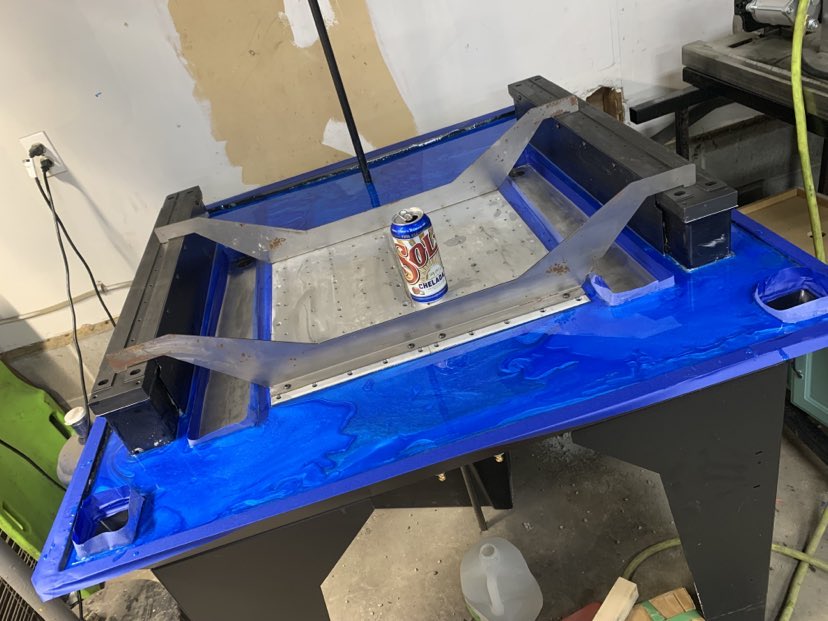
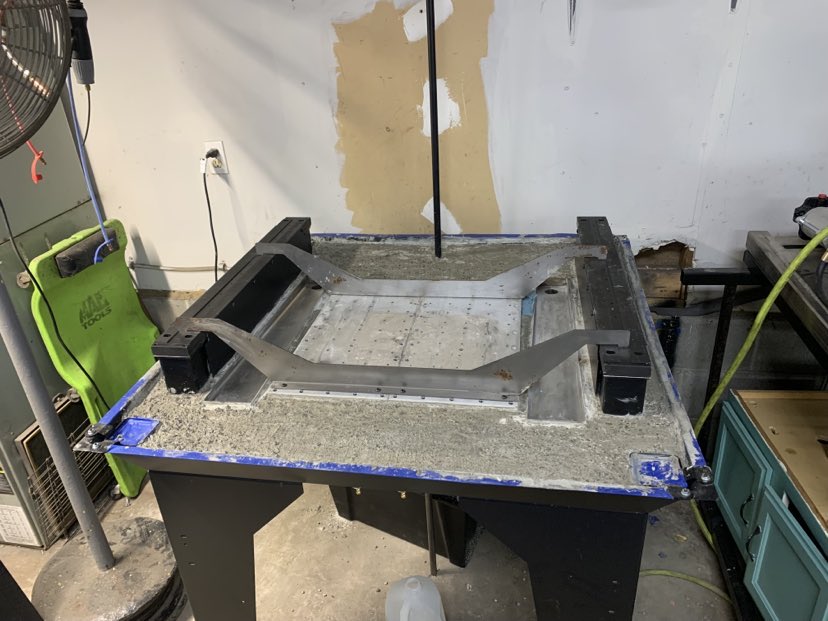
Firstly I struggled with my concrete pouring helper for the first 2 bags - 5 pints isnt the same as 5 cups if anyone is curious. I also poured my concrete with the Y rails backwards. I debated busting it out and repouring it but by day 3 decided to wait and pray he Y rails could be flipped and somehow maintain coplanarity, y rail parallelism, and keep it square.
It happened - I had .0025 co planarity before, was within .0005 after flipping and concrete curing. The Y rail parallelism was overthought beings you literarely loosen the bolts and set it by running the machine along the axis.
Day one I needed a rose index for my manual mill and decided to make one - should be an easy first milling Cam program - as you can see in the pictures I failed a couple times before success.
I also have a 5x10 plasma table that I normally cut simple 2d things like these wrenches - but note they are stainless and the cleanup needed takes forever (Im not setup to cut with nitrogen) so I was going to try and mill these. The first side of the stock I used the AutoFace module to generate a program - I thought I used the book settings but about 2/3 the way through the end mill melted. So I loaded up another 3/8 end mill and finished it out.
I flipped the stock so the flat side was on the parallels and ran the wrench at 7.5 IPM @ 2042 rpm and .020" doc - i babysat it the whole time making sure the chips were clear - mainly for pictures and videos - and it left about .002 floor that was easily busted out by a deadblow. Awesome - 50 of these wont be an issue. Started the next one and bumped up the speeds a bit - went inside to eat a sandwich cause the last one just ran fine right? Bad idea. As you can see in the pictures it “lost track” a couple times and after running it again the x axis didnt like the extra load of a .030" cut. I also believe this issue to be influenced by the amount of chips collecting in the “slot” - leading me to want an air blast nozzle on a timer relay or something.
Future projects include -
less lighting 14k lumens is to much
fix tangled wiring mess cleaned up - was trying to see if the wrenches were feasible to do on the mill ASAP
chip tray similar to ae95s
make the doors leak less than my Hass TL2
also open to ideas on how to change how im machining those wrenches more efficiently
I have no cnc milling experience prior to this - I have a 10x50 manual mill used for mostly keys and precision drilling.