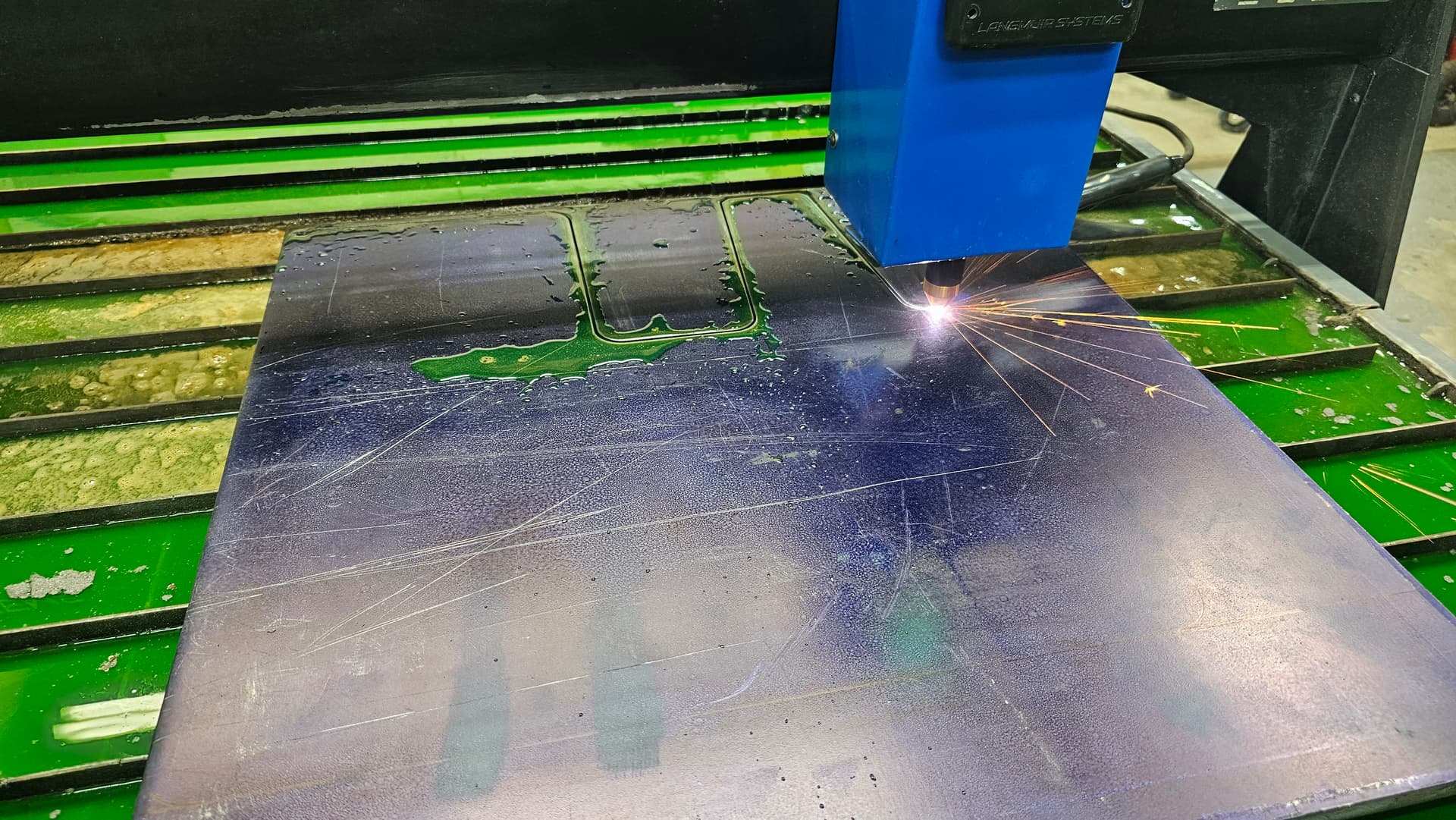
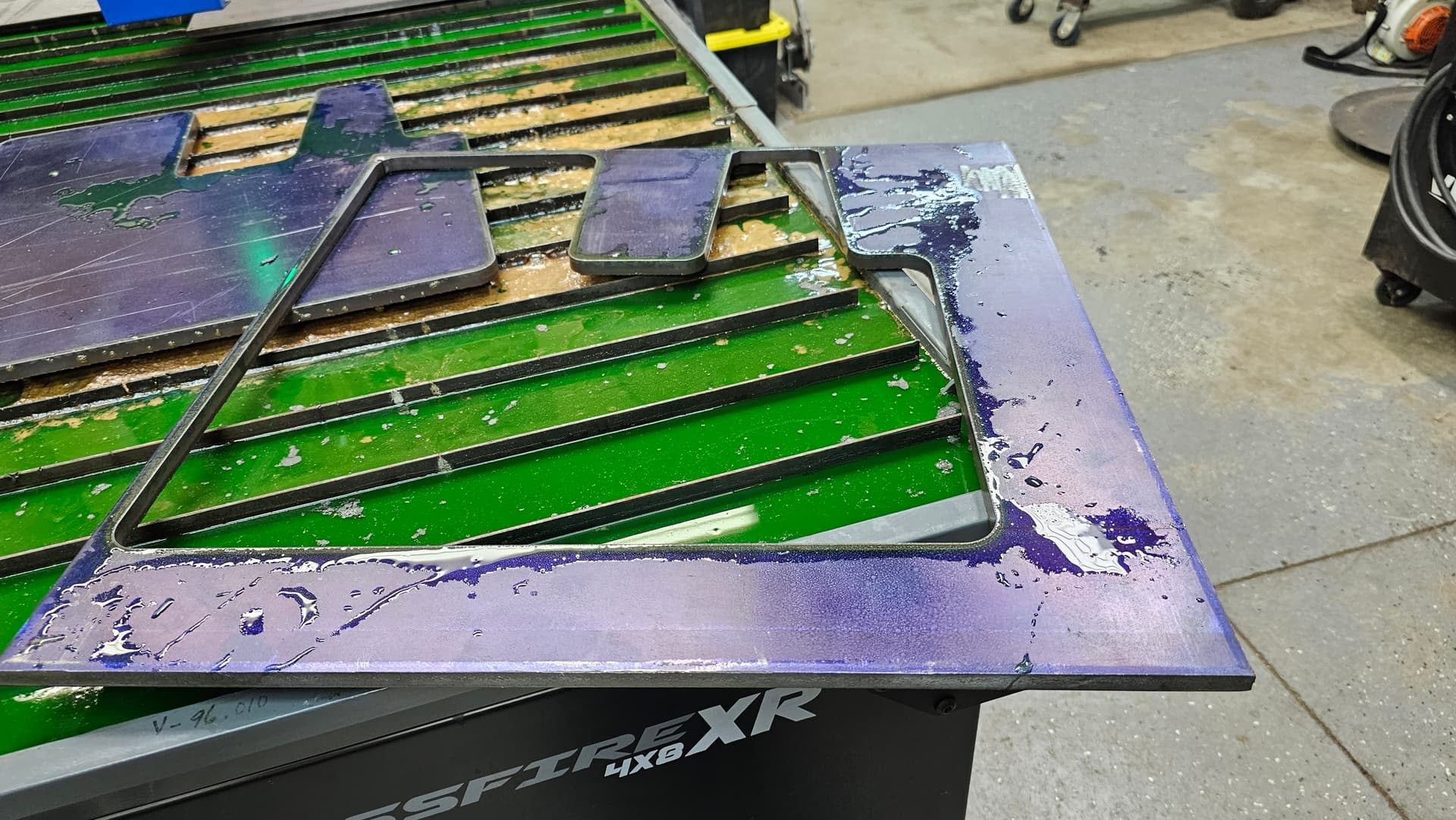
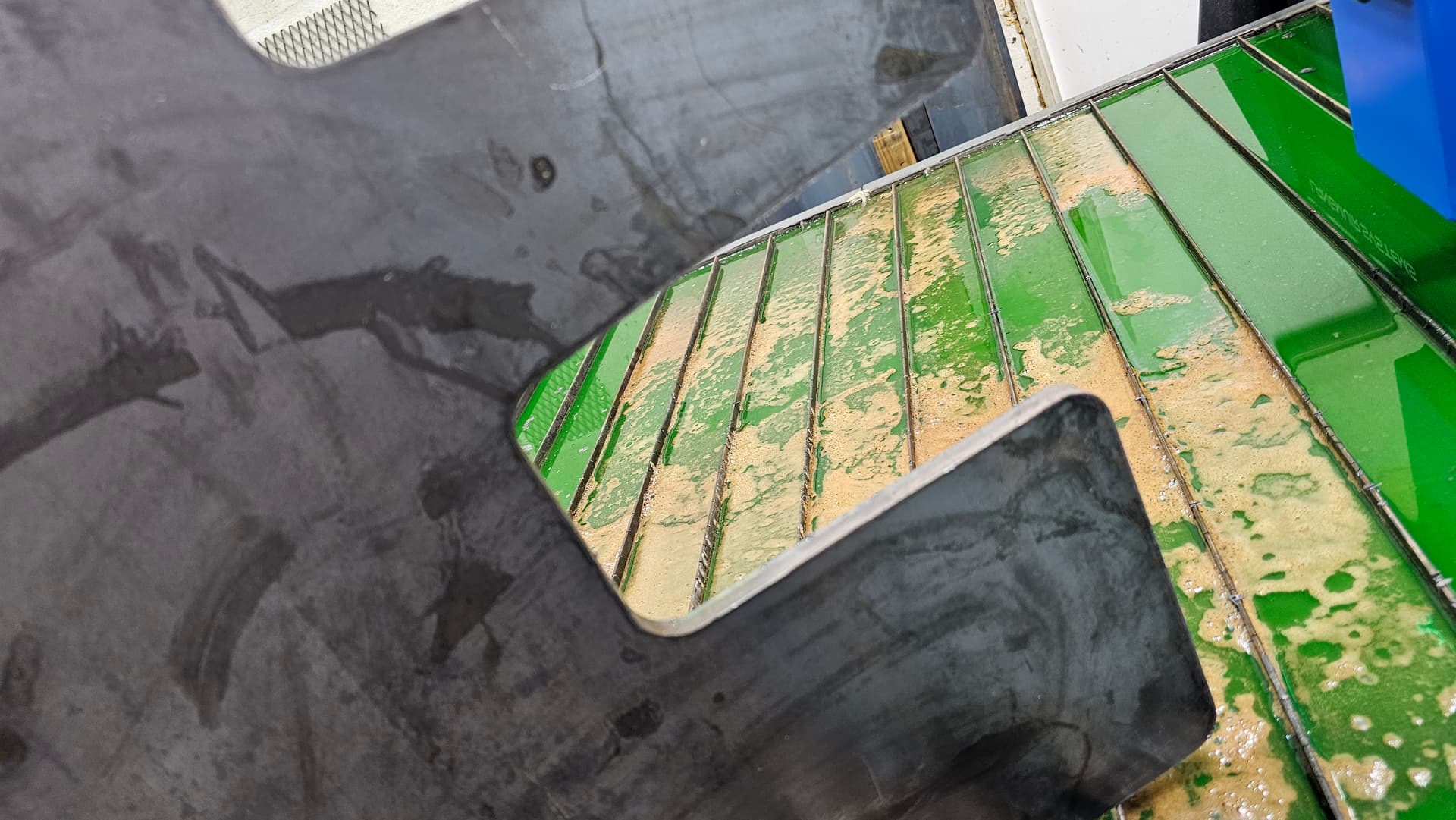
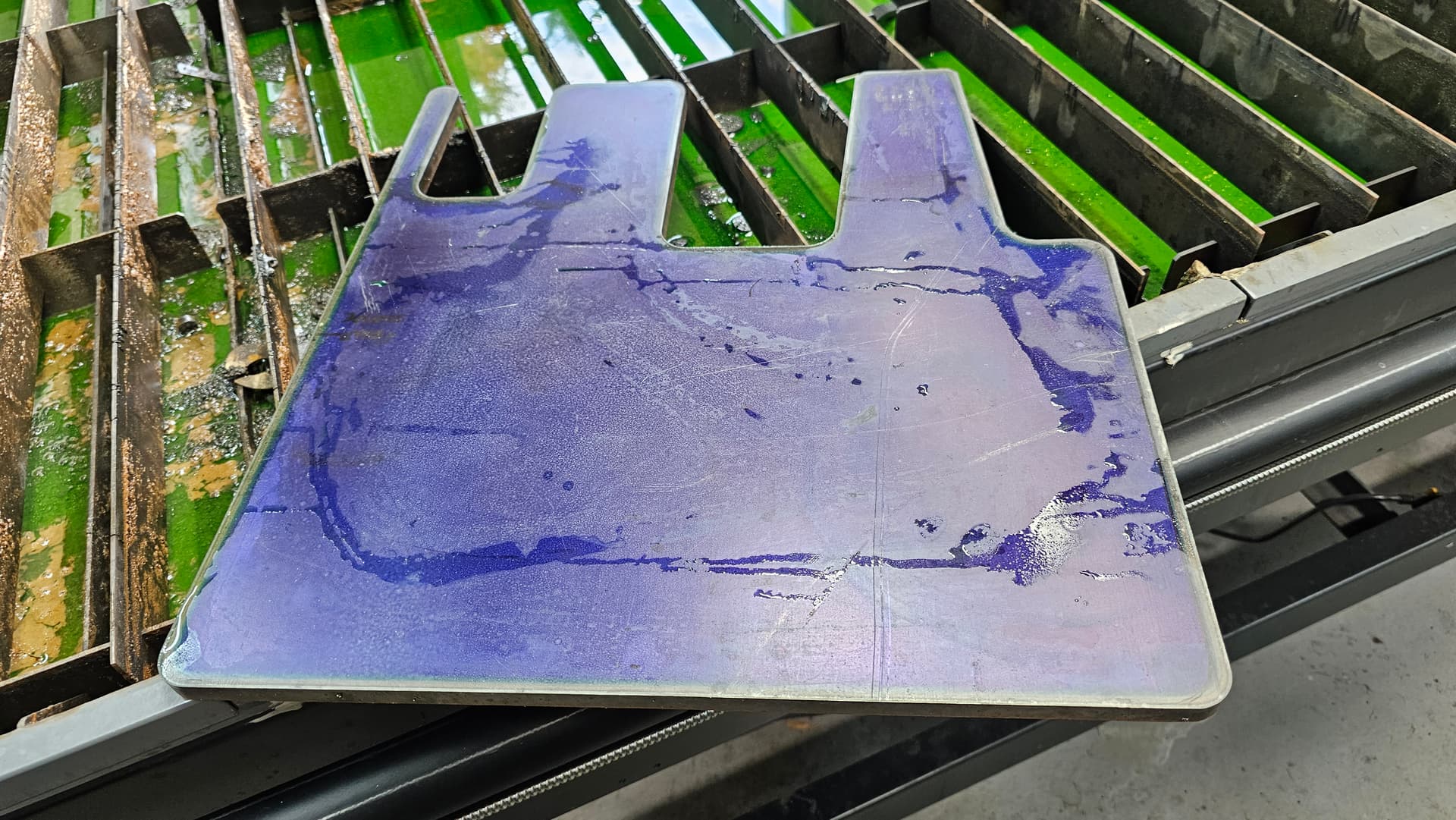
Below you can see some of the issues I am having. Obviously, one is 3/4 and one is 1/4 thick steel, but no matter what the sizes is I have bevels. I have swapped tips numerous times and the issue doesn’t resolve itself.
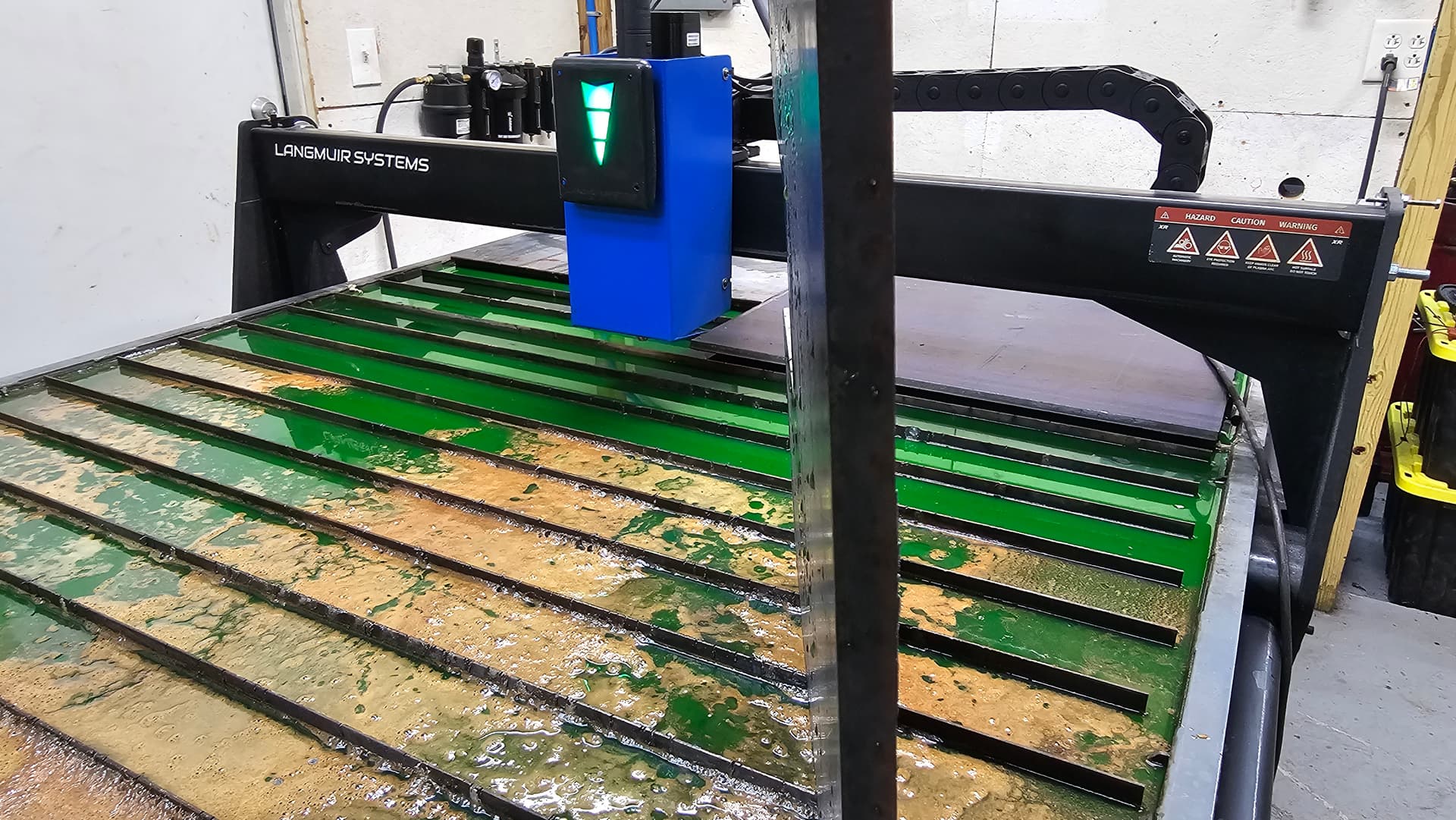
Other things I have tried has been checking the squarenes of the gantry, torch head and rails. All seem to be rather square.
As far as cut height, I am using the recommended settings within the book that came with the the plasma cutter ( Hyper powermax 85a)
Some beveling is okay, with in reason. However we can take 1/4 in for an example… I rough cut piece and them use and end mill to finish the part. I cut them slightly oversized, but i have found the different between top and bottom is between 0.120-0.200in either positive or negative.
Currently, I have supplied air coming into a dryer and cooler setup at 110psi, even had it at 90psi and just chnaged to to 110 today with no postive changes noticed.
Could my cut height and pierce height be wrong based on the Hypertherm “Bible” as I call it… I am just at my wits end chasing this issue. No this is not a sudden thing that has happened, this has been an on going issue for over a year.
Hopefully, you guys can help me. I have searched endless hours… perhaps I have missed something as I might have gotten tunnel vision.
Is the bevel worse at the corners? Like maybe going to quick? If so, maybe a path rule if using sheetcam. I am still pretty green, no expert here. Hopefully someone else can chime in.
Have you verified the actual cut height vs the program cut height? What program are you using for CAM. The post processor automatically inputs a backlash of .02 and default for springback is .02 I doubt you are getting .04 for springback + backlash on 1/4-3/4" plate Are you using smart voltage or inputting the values from the book for the THC?
I do get a fair amount in the corners. I use fusion 360 and have tried some adjustments within. Slightly better, but no winner. Thank you i will revisit that.
I would change out all consumables in torch myself. Swirl ring, electrode, tip, cap, etc.
I know this is expensive but so is all your time fixing bevels. Good luck and hopefully you get this resolved soon.
Pics look like
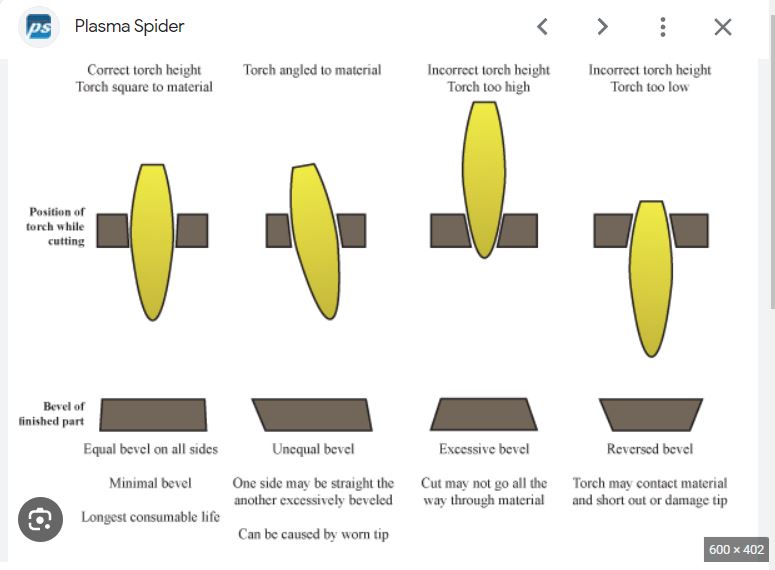
Positive bevel - top of part smaller than bottom
This problem may be caused by a worn nozzle, high torch standoff (arc voltage), inadequate amperage, or excessive speed. All of these variables cause the arc to lag which causes more energy to contact the top of the kerf than the bottom. As a result, the kerf is wide at the top and narrow at the bottom. Improper cut direction around the part may also cause excessive positive bevel angle. A part with excessive positive bevel all around it may also have a hard bead of high-speed dross at its bottom edge.
to check torch height…start a striaght cut…pause after a few inches (space bar)…let cool , then use some feeler gauges to measure the torch height
this chart can show you what torch height can do…
You have to edge start on 3/4 steel, cannot plunge cut the consumables will not last long.
I cut these plates this morning out of 1/2 steel on my XR with power max 45 Hypertherm
. No bevel but I spent about 3 hours resetting z axis bearings and squaring torch when I first assembled XR table couple years back no problems since.
Dam near 500 hours on table the mounting holes on plastic cover all broke away got brittle, so made temporary out of aluminum I had laying under brake.