Hi there, I am getting a consistent bevel issue on holes when I cut 10 and 12mm steel plate (3/8 and 1/2" approx in freedom units). I have a Pro and XP45, clean dry air with refrigerated dryer, Im pretty much using the Hypertherm Cut charts. My edge quality is great, and no taper on the cut on the rest of the cutting, it only appears very prominently on holes. On the 12mm plate Im cutting 18mm holes for instance, the top side is cutting 18mm bang on, the bottom is closer to 16.5mm, so a 0.75mm taper over 12mm - so approx 4 deg of taper. I have tried running at half speed and even lower, Ive tried reducing the cut height which improved it a little (1mm vs book spec of 1.5mm). Im not really sure what else to try, or if I am indeed being too fussy. I would have thought a 1.5mm reduction in diameter over 12mm was significant. Id be happy with 0.5mm.
Thanks Very much, Ill try slowing it down a heap more and see what happens. Agreed its at its maximum. I have been drilling out the12mm holes Ive been cutting in 10mm plate as the taper was also unacceptable. I wish I had a bigger plasma unit now as have been requested to cut up to 16mm! Might have to make this one pay for itself and go up a size.
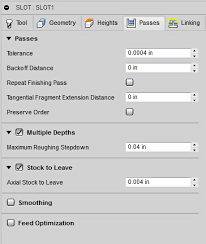
If you are using Fusion, you should try FEED OPTIMISATION at the bottom of the 2D passes tab on just the holes. Then, make a new cut profile for the remainder of the part. This slows down the cutting in the holes. It works well.
Thanks, I have attempted to. I am using THC and when using smart voltage it definitely doesnt stay within the target range but when I stopped it part way through a cut and measured it looked pretty good. Without using smart voltage it was horrible and the torch was constantly hunting up and down.
Sounds like EMI. Get with Langmuir about it.
Or purchase a EMI filter. But, only after you check the cut height manually like @Sticks said.
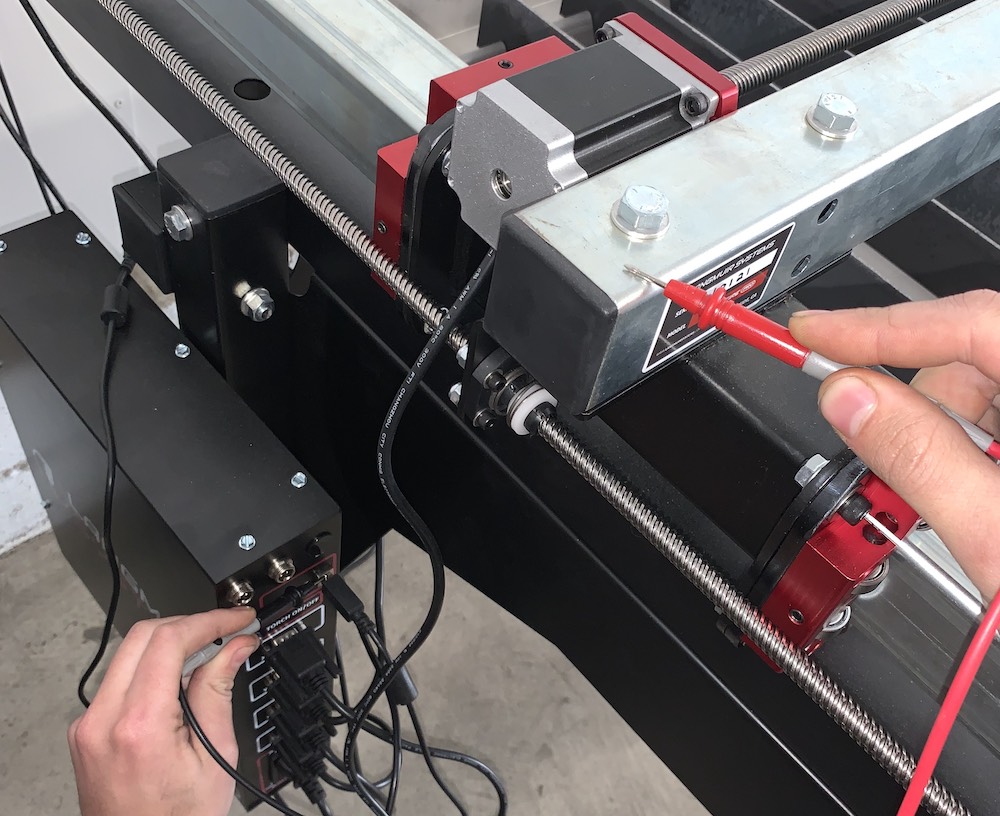
Also make sure your table passes the Ohms test.
Email Langmuir to see if they consider that acceptable. I think it should be Zero. Make sure that the control box bushings are installed correctly, and ensure that the USB port on the control box is not touching the housing. This will create a ground loop. It will send stray voltage to the THC and play havoc with it.
Also I have just been doing some cuts this morning on 8mm steel - Im cutting a circular spacer. I have now noticed I have a bevel in just one quadrant of the circle on both the inside and outside profile. the bevel is showing up in the y direction of travel when travelling in the negative y direction on the inside loop and when travelling on the positive y direction on the outside of the loop. On all other quadrants I am achieving near parallel cuts
Well, it sounds like EMI is not the issue if you are completing cuts. I can’t help you with SheetCam.
In Fusion, you can compensate for circle and bolt holes. Some of our SheetCam rocket scientists may chime in.