Cut my first piece of thicker plate today. Need some help.
Been cutting tons of decorative stuff and had noticed a slight bevel, but nothing major for decorative.
I started by checking the squareness of the torch to material and indeed it was out a fair amount. I adjusted it to be square and got started….
It was a mess of a day. Burnt a bunch of metal figuring out speeds and amps…my best product ended up being at 45A/60 psi/32 IPM at a height of .063 (I think, need to verify this). I ended up with really straight cuts on the straight portions but the turns and especially the hole leave a lot to be desired.
If the bevel is only on curves, that indicates that you need to slow down on those areas. The arc trails the torch and that is not a problem on straight cuts. On curves, that trailing arc doesn’t exactly follow the same path as the torch. The result of that is the top of the cut matches the torch path, but the bottom of the cut will be beveled. The slower you go around curves, the less the arc trails behind the torch, so there is less bevel.
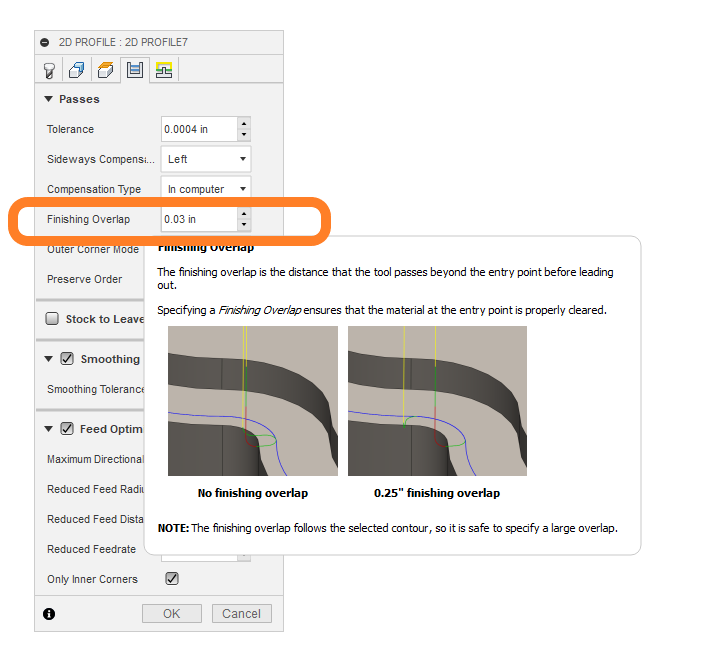
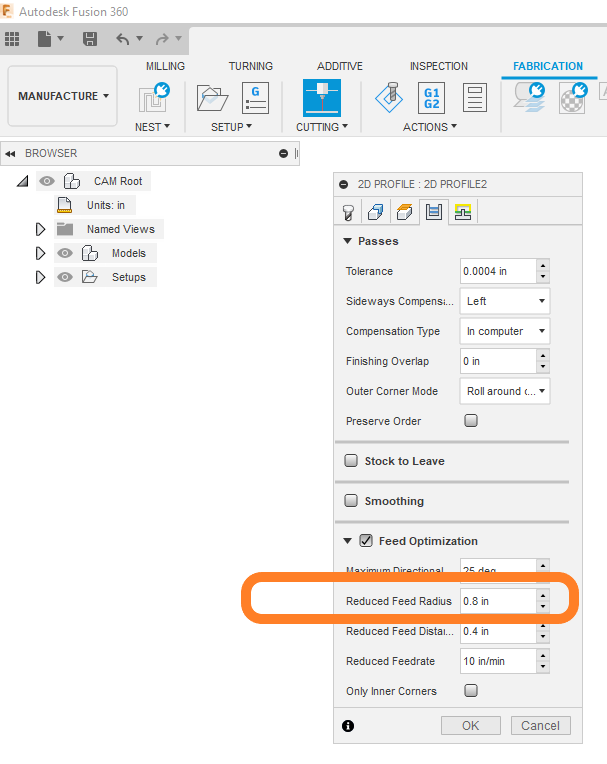
In Sheetcam, you can set path rules that slow down the travel speed on tight curves and holes. In Fusion, I don’t know if you can slow down for curves, but you can program the holes separately.
I posted a link on the Facebook page you posted in, it helped me some. I’m using fusion 360 and I think my issue now is it won’t slow down for corners. I make two cut paths for my circles and outlines. Fusion just made this Harder because the free version won’t let you post process two cuts paths at the same time anymore. Hope it helps
George, I have heard people say it’s best to run the max amperage for size of tip and adjust feeds from there. Any truth to that? I understand the size difference and amperage that correlates with that. Along with air pressure.
For this example as he said he’s running 45a. If he uses a 50a tip, she he just run at 50a and dial up his feed rate?
You can but some times it seems to work out better with less amp settings.
You could also use a 40 amp tip and run it at 45 amps. You get a finer cut, but the trade off is tip will wear out a lot faster as its not made for a higher amp setting.
Oh man. Thank you! I tend that once I find something that works I don’t like to change it. (Put my head in the sand) Fusion has so many features it’s mind boggling. I’ll definitely be trying this out. I guess I just watched too many youbtube videos where people get the settings working close enough and then don’t touch anything else that could make it better.
Using fusion 360. Was looking at sheet cam but I have a mac so not the easiest to swap over to pc or run parallels.
Most recent change in fusion I noticed was making multiple tool paths for different speeds. It now doesn’t allow it when is used to unless you pay for it. So I make two files and make sure I go to work 0 on my table and run inner cuts first then go to work 0 and run outline cut.
I am not so sure this is resolvable with a change in software. If you are using a hand torch, it means the axis of the plasma jet is not perpendicular to the sheet in both the x and y axis. I have a hand torch (lincoln 375( where the axis is off by about 5 deg. It is not usable except for straight cuts, and only then when I aligned the tilt axis with the cut axis. I cannot hand cut circles with this torch. If the same thing is occurring with your torch, you will have to buy a new torch. Everyone assumes when they mount their torch, that it is perpendicular to the sheet in both axis. This is not always the case.