Hi all. I’m looking to get the entry level crossfire then add the $150 extension , homing switch (even though I have no clue what it does) and the water table. Im totally new to cnc plasma tables. But I’ve been eying this up for years. Tonight it’s back in the cart lol.
My plans :
Im probably going to be making off-road parts and brackets garage tools etc. the plasma cutter I currently got is cheap trash. Im not trying to go all out on the setup I’m not sure how much I will use it.
New Plasma cutters:
Ive been going back and forth on the cheaper ones that come of the list here. Again not trying to spend a lot. That left me with the prime Cut60, titanium and everlast.
The Cut 60 i heard some good things about. I can add on a $300 machine cnc torch. It’s important I can still use this plasma cutter not attached to the cnc machine. Is the $300 torch add on required when using on the basic crossfire table? Will any torch mount to the crossfire table out the box?
Some of you that use the lower end plasma cutters any issues? Pick one over the other? I don’t want to spend more than 1k on plasma cutter.
I downloaded fusion 360 home version. The learning curve is a bit steep but couple weeks to practice I should be good. But if there is software that’s better than other or any input anyone willing to give would be appreciated. Maybe explain that $95 homing switch would help too. Thanks.
My suggestion would be to get the Cut 60 and just use the hand torch. It will mount to the table. You can always get a machine torch later, if you feel like you need it
Save your money and don’t bother with the limit switch kit. It’s not needed and has been the cause of a lot of confusion for new users.
I’ve been running my pro table for several years with no limit switches and have never felt the need to have them.
The hand torch can definitely be used with the table. A lot of folks do that initially then add machine torch later. I did.
There are only a couple downsides: need to dismount from the table each time you need to use it elsewhere (including festooning for wires going to torch); maintaining the torch head in alignment to give you a right angle to the surface being cut. The torch head doesn’t mate so well to the clamping. Also as the program runs, the wires have leverage against the handle.
These are not deal breakers, just things to be aware of up front. If your on a tight budget, hold off a bit on the machine torch. You’ll just appreciate it more when you get one.
I have the Cut 60 and have been using it on the LS table for over a year. It’s a reasonably priced system to get started with. Customer service is second to none.
I have a CUT60. I haven’t had any trouble. As others have said you can use the hand torch out of the box. The machine torch requires a different mount. Langmuir sells one you can add on… if you have a 3d printer or access to one @ds690 has a 3d printed one. It is what I use. If you are going to be doing allot of hand cutting then I would definitely get the machine torch.
I would get this one over the PTM-60
If you can wait on the machine torch, they usually have a good Black Friday sale.
Thanks for the advice all. I bought the prime cut 60 and a big pack of consumables last night. Found a coupon code online that got me almost $50 off. Can’t beat that. Then Worked with the fusion 360 software for a couple hours and watched some videos. I still need to checkout the table itself. Just trying to make sure I can work with the software first.
One more question. Adding the Z to the table. Can this be added on later if needed? I’m really not seeing that option separately on the website. Thanks
Welcome to the forum! If you’re still browsing plasma cutters at this stage, the most important thing is to ensure that you don’t get a high frequency plasma cutter. HF will damage the CrossFire’s motion control board. In almost all cases, you can use either a hand torch or a machine torch. The majority of Langmuir Systems customers I’ve spoken with seem to start with a hand torch, then optionally purchase a machine torch later on if they deem it necessary. The only real exception to this is with Hypertherm plasma cutters wired via CPC port, which requires a machine torch to function.
The Primeweld Cut 60 is an interesting case in terms of compatibility with our products. If you are leaning towards the Primeweld Cut 60, I’d recommend reviewing the PSA specific to the Primeweld Cut 60 in the forum’s Announcements category:
The Z axis is available in the store, as a combo with the THC for $550.
I would recommend getting it from the start, even if you don’t get the THC. It will allow you pierce at a higher height than your cut height and extend the life of the consumables. It also raises the torch for the rapids between cuts to avoid parts that tip up.
By “V2,” are you saying that you got the second generation Primeweld Cut 60?
If so, we have reason to suspect that the CNC port of the second generation has a defective voltage divider. Check out the Forum post Aksel linked for more info.
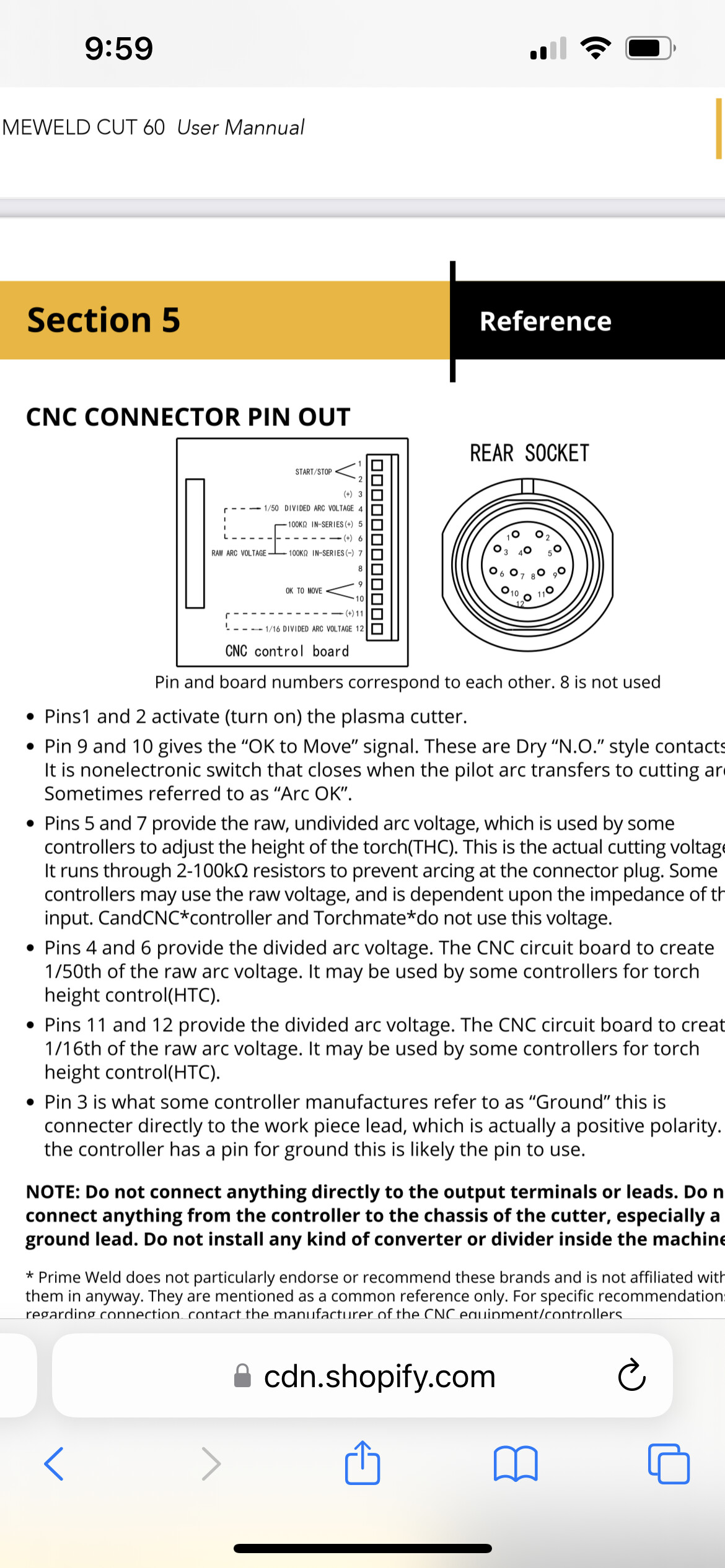
Nice catch. Im sorry it would be a V3 then. The one with CNC port back top right. Thanks for bringing that up. I will be sure to be verifing the electrical in depth. Can you describe this signal? New to cnc but electrical is my thing. Its a 50:1 voltage divider signal?
Thanks for the reply. Man I hope there is no issue there. Seems like they have about 3 options on the CNC plug for this voltage now.
1 Raw volts w/ 2 100k series resistors for protection. But not a divider.
2. 50:1 divider
3. 16:1 divider.
I plan to try it where it should be if there are issues it will have to go back so they can work on a V4. There pretty clear not wanting you to connect them direct inside.
This must be a relatively new development. When I talked to them they had no problem with connecting to the lugs inside the machine. Even had @nicaDd do a tutorial how to do it.
I’m still seeing a few cut60 users having problems with the divided voltage from the cnc port. some problems appear a few months after they’ve been cutting with it. I would suggest going raw voltage from the inside of the cutter from the get go. even though the cnc port has raw voltage pins, those pins still go thru the same circuit board that the divided voltage pins are connected to. not sure if that board is whats causing all the issues but i would suspect it is. plus, the raw voltage from the cnc port is filtered/stepped down so you’re not getting true raw voltage as you would if connected straight form the lugs on the inside.
you can still use the cnc ports pins 1/2 for the torch on/off.
The Everlast cutters have this same problem and even they suggest connecting their cutters via raw voltage from the inside.
I’ll second the raw voltage advice. I have a 1st gen Cut60, you know the one that everyone says is evil, and it has been working fine ever since I replaced the Dell laptop with an Asus about 8 months ago. Before that, I had issues that seemed to be EMI related.
I also agree on using the CNC port for the torch trigger wires. Again, working fine even on my 1st gen unit.
the first one i bought in 2019 so i’m assuming it’s a gen1, or even gen2 since it’s been said the gen1 didn’t have a cnc port.
the 2nd one, Primeweld sent me a pre-release gen3 (cnc port on upper right) to test out before they rolled it out to make sure the cnc port was working again. this was after langmuir took it off their compatibility list because a handful of users were having issues with the divided voltage side.
the 3rd one is actually the cutter Casey was using before he sent it back and went with an Everlast i believe. Primeweld sent me his cutter to see if i can reproduce the symptoms he was having. In the end, his issue was a bad langmuir control board. I’ve been using his cutter for almost the past year now, using divided voltage with no issues.
Not once have i had to resort to using raw voltage with any of the those cutters, but it’s kind of hit and miss for other people that have one. This is why i say to just go Raw voltage from the get to. it’ll eliminate that part of the troubleshooting step if other things come up.
Thanks for sharing your experience with the CUT 60. Sounds like a good plan.
On another subject, since you use that cut 60. Tool setup in Fusion. Nozzle diameter, is that the full diameter of torch or do you use the nozzle tip size like .9?
There is also a lot of settings on feed rates, pierce time, etc. if you happen to have some settings I can get started with using cut 60 that would be a huge help? Say I’m cutting 16 g or 14g sheet steel to get started. I see the federates in Primes manual.