Hello!
first post, anxiously waiting for the crossfire to arrive at the shop
while i wait, i was wondering there’s any provision to install an auxiliary tool, like a marking tool or some sort of center punch? for the smaller holes i figure it would be easier to just mark the hole position with the CNC and drill it manually, instead of hardening the area by piercing it with the plasma? Not sure if FireControl could handle that…
thanks, just checked on etsy, that’s a good idea but what i had in mind was something semi-permanently installed, offset to the torch so both can be used on a single project.
Can you detail step by step how do you use the sharpie attachment?
you remove the torch, and install the sharpie attachment.
In CAM you would change some of the settings to mimic a center cut profile, removing offsets and lead in and out.
For hole marking I just run from line at each hole. Depends on the CAM software you use. Some play nice with marking centers of holes, others require a bit more work.
Depending on the Plasma Cutter you’re getting, you can create a center punch mark with just a short blast from the torch. Several of us do that and it’s accurate and effective with very little programming effort.
Here is an example of ‘punched marks’: Zoom in to see detail…
I use SheetCam but, theoretically Fusion CAM could be used but might require some mods to the Post Processor. In SheetCam I use a Drill Operation which automatically positions to the center of the hole, no matter what size it is.
You Do NOT want to use THC during this operation!!! IHS is useful to get good control of torch height when you pulse it.
The Easy Scriber is a diamond tipped tool that needs to be dragged on your material to scratch it and leave a mark. Obviously you can scribe a cross mark to mark a hole center, but you don’t have a pit to place a drill bit in and you’ll need a ‘routine’ to create the mark in the the center of your hole.
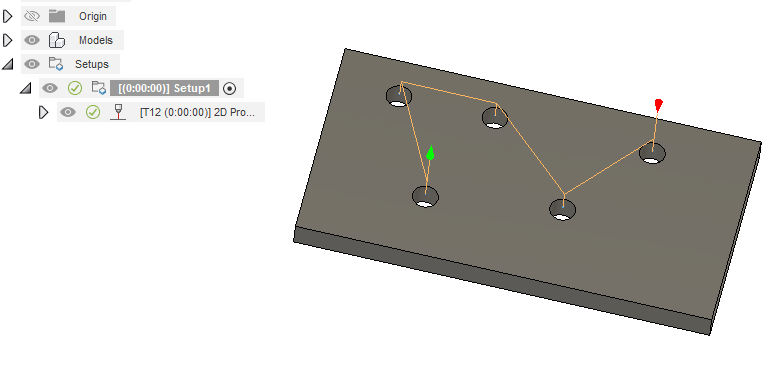
The method I use in Fusion 360 is to create a tool that has a kerf width of 0.01 inches less than your hole diameter. So if the holes are 0.25 inch holes, your tool needs a kerf width of 0.24 inches. Keep all the cutting parameters the same with the tool that you would ordinarily use.
@jamesdhatch had shown me how to do this with the kerf width the same as the hole but I forgot what he said.
Anyway, the above will pierce a hole. If you want to tone it down, you could decrease the amperage on the cutter or increase the pierce height, I suppose.
Edit: Just remembered what Jim said: set the sideways compensation to “center.”
Edit#2: I just tried the center compensation and that has the torch centered on the outer wall of the hole so that would not work. But my first method does work:
Didn’t mean to throw you under the bus. You know my recall and penchant for exaggeration gets the story all mixed up.
I think I know how your method would work. The holes just need to be the size of a small point and the kerf the same. Then the center compensation would just do a small point… I think.
@jamesdhatch: totally apologize. I keep getting you two confused:
All of what was said here was basically said on one of Sticks previous topics: