Assumptions about nozzles
Consumable life is very nebulous for me since I am relatively new to plasma cutting. We are taught that if the nozzle is “worn” or the orifice is oblong or irregular then it is time to replace. My cuts were basically dross free but there was a significant bevel occurring with nearly all cuts. I expected if the cut height was off, I would have dross issues. My current project was relying heavily on welding/grinding so the bevel could be used to my advantage.
I suspected the nozzle but this information kept swirling around in my head. Another factor is that I did not want to think is that my ‘cut height’ was off again. That would mean my system is changing and in nearly constant flux: not a good feeling.
Copied from Hypertherm’s article: “How do I know when it is time to change out my consumables?”
With all of those factors to consider, there are obviously no hard and fast rules. Generally though, a set of consumables will last approximately two to three hours when hand cutting and three to five hours when machine cutting. It’s important to understand that these hours apply to actual “arc-on” time. Plasma actually needs to be flowing through your torch.
Another “general” rule to keep in mind is that the electrode will wear out first during machine cutting and the nozzle will wear out first when hand cutting. People often mistakenly assume both the electrode and nozzle need to be changed at the same time, which isn’t always the case.
Another very good article is by Jim Colt: Plasma cutting maintenance: Are you throwing money away?
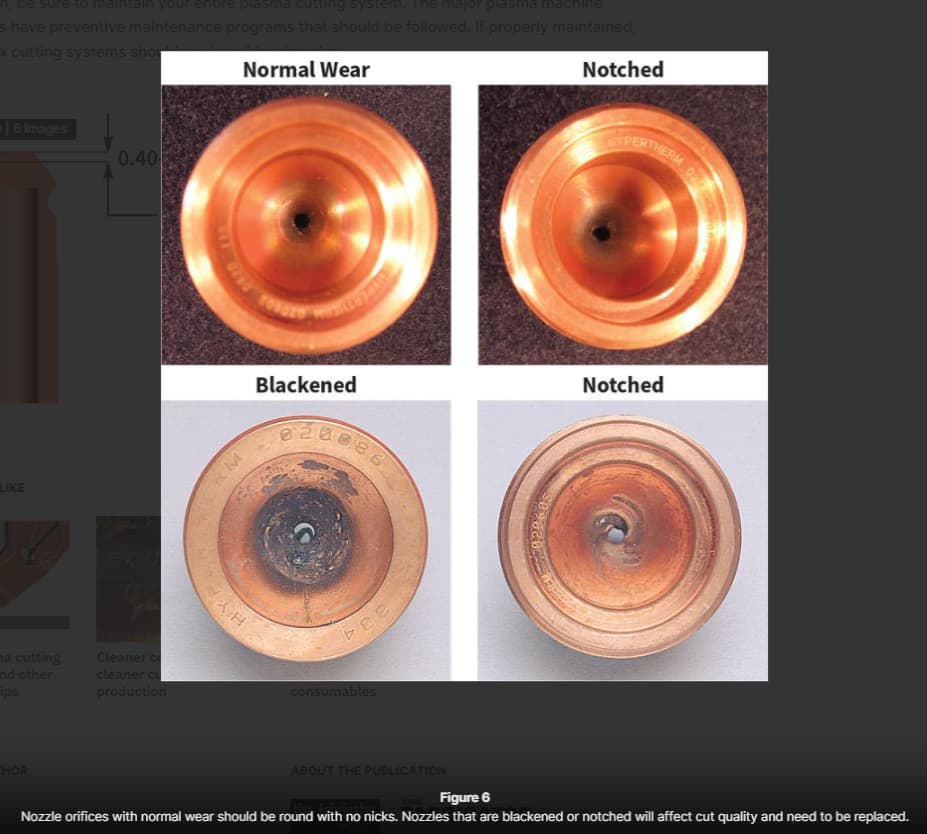
On the outside, make sure the orifice bore is perfectly round with no nicks. A new nozzle will have very sharp edges on the orifice, and after some wear those orifice edges will start to become rounded. This eventually affects cut quality: (see Figure 6).
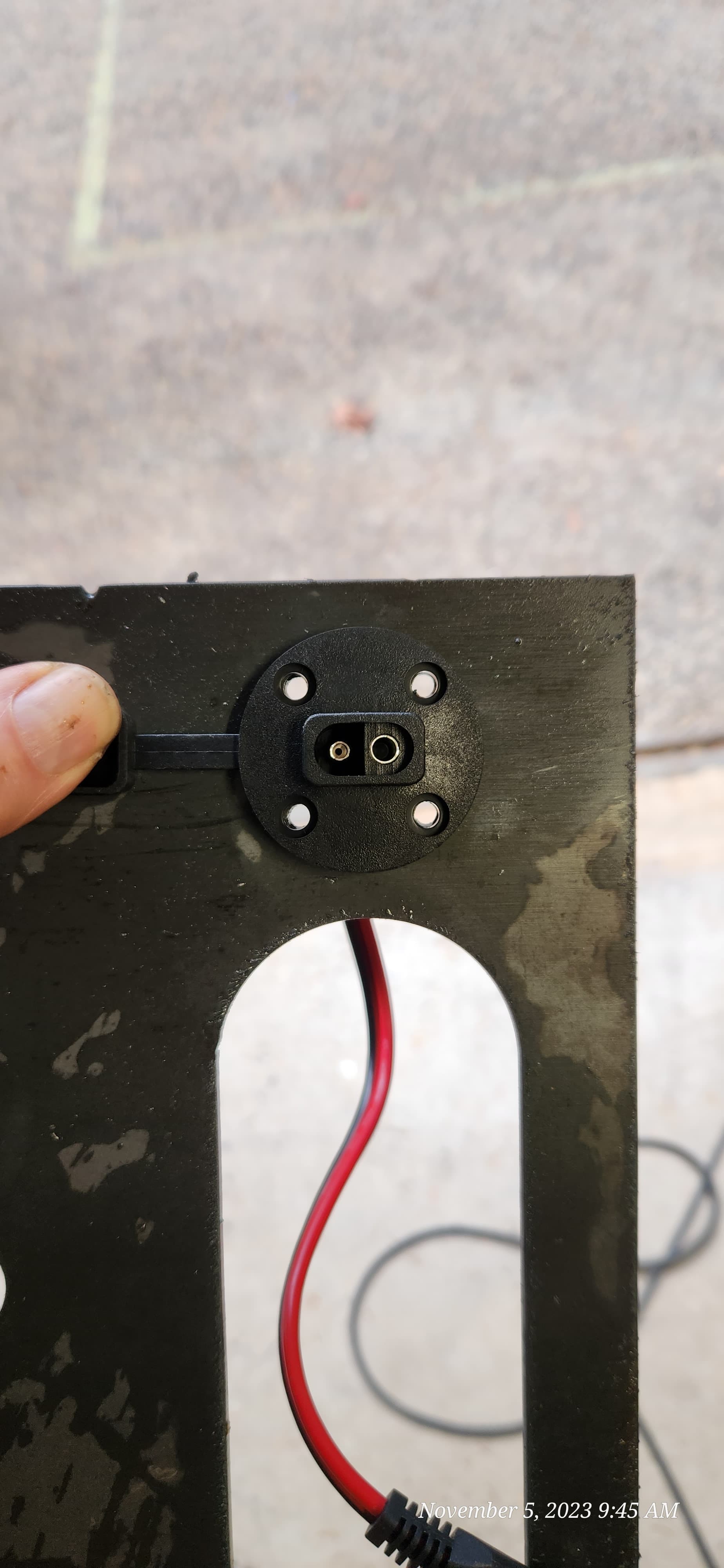
My vision is definitely an issue but I kept inspecting the nozzle looking for irregularities. Here is how the orifice appeared. I now realize that it has increased, uniformly, in size and the outside is really beginning to dish out. In the photo, it really reveals how worn. Hypertherm just does such a great job with the air swirl design that this nozzle never exhibited significant “irregularities” (my word, not a professional assessment).
Here is my nozzle. Yes, I know in the photo it looks really worn but the orifice was clouding my judgement.

Here is the nozzle and electrode: They really needed replacing, I now see, but the dross free cutting?!?!

Nozzle and electrode replaced:



This metal was directly off the table. Basically no dross, front or back and the edge cut is quite perpendicular to the face. Notice the only dross is around the holes where “feed optimization” was used to get accurate holes. And they were quite accurate:
Lesson learned.
