First time posting with an issue I’m currently experiencing (I’m still new and learning); I’m usually pretty good at being able to resolve these when referencing the forum, but I’m currently encountering a “Pierce Delay Error” no matter how much I revise the delay. Accordingly, my torch pierces and then initiates a 2nd pierce, but then goes out before the rest of the job can begin.
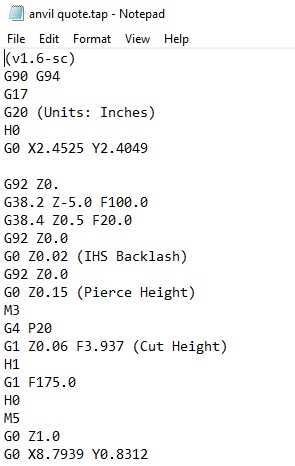
I’ve attached my Gcode that I applied to the following DXF file from Fireshare (Page 29, “Anvil Quote” - provided for reference anvil quote.dxf (398.8 KB)) and applied my gcode in sheetcam anvil quote.tap (144.2 KB); I’m attempting to cut this on 22 ga mild steel (would also like to cut out in 14 ga mild, too). I’m running a Primeweld Cut60 and I’ve not had any previous issues with other projects.
I’d be grateful for anyone’s wisdom and guidance in resolving; thanks for your consideration!
welcome to the forum…
Your post is well written and undersatandable…but…there is always a but…
some other information would be helpful…
Plasma machine in use…Primeweld cut60
material being cut…22ga
settings: amps, pierce height, pierce delay, plunge rate, cut speed
Apologies - realizing that would be helpful! Thank you, Toolboy, for your patience and response.
In addition to the items you noted, I also wanted to mention I am leveraging the Torch Height Control add on, which has been wonderful in keeping things simple.
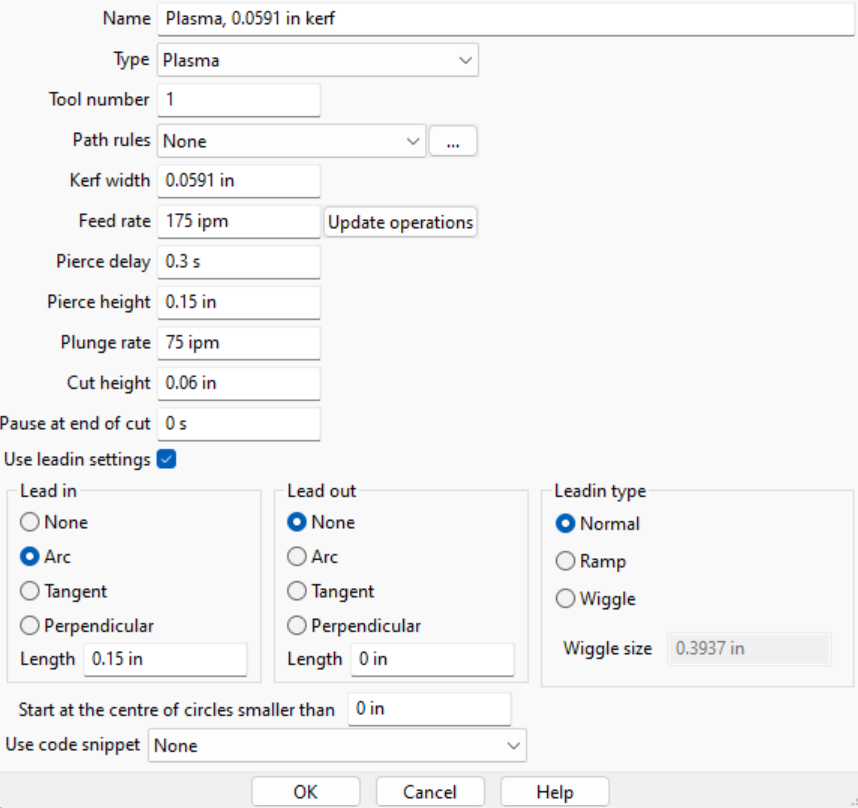
Here are my other settings (I know a few of these may not be properly aligned with the substrate thickness, etc., however, I am merely attempting to understand the error range/tolerance in these settings)
Amps: 25 - 28 (probably too much)
Pierce Height: 0.15
Pierce Delay: 2s (I have tried everything from .5 - 10s to no avail)
Plunge Rate: 3.937 ipm
Feed rate: 175 (approximate for 22gauge per, this gauge was not listed in my plasma manual)
One additional clarification: I also attempted Firecontrol’s suggestion of overriding the delay; I tried everything on the scale “10-170”, which I am sure automatically spells “Noob”. Naturally, this didn’t work, either.
Let me know if there is anything I might be excluding?
Your pierce delay is set to 20 seconds! (missing decimal?) Double check your tool settings. For 22 ga I would expect .5s or less. (.5s seems to be the minimum the FireControl hardware will accept. I’ve had some success with .4s)
Your plunge rate is at 3.397, 60 is a better setting.
I’m willing to bet the plunge fixes your issue. At that speed, the transition from pierce to cut takes ~1.5 seconds. Which effectively make your pierce 1.5 seconds longer.
I’ll also add that for thin gauge material, cut height can be a factor. SheetCAM adds .02" to your pierce and cut heights. (The IHS Backlash line.) You may wish / need to adjust accordingly.
Quick update - I’m back in the shop and made the first revision that was suggested by Simsworx: it triggered the torch to have very “short” torch pierces, but then shut off before completing the cut.
I also modified the IPM shortly thereafter to 75 and it did not produce an arc/pierce cut; not exactly sure if there are other variables involved but I double checked the typical pain points (work clamp secured to the substrate, no lines crossing, live voltage is present in firecontrol when torch fires…)
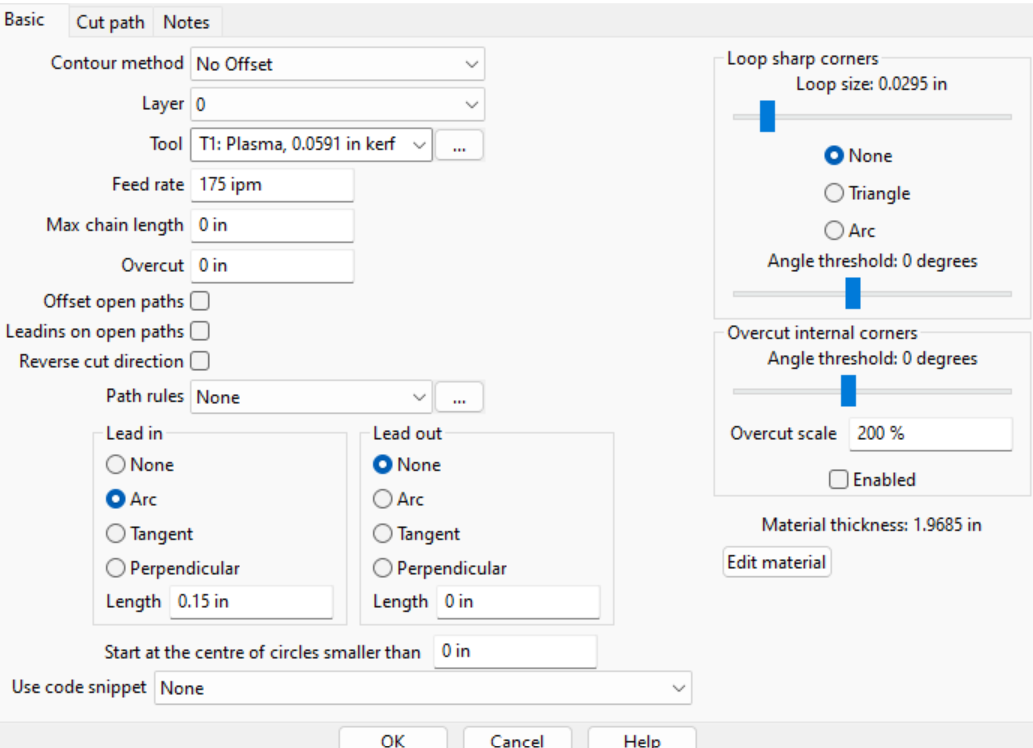
Any other thoughts? Here’s a screenshot of my operations in sheetcam:
I have tried the whole gambit with the pierce delay, including .5 sec… for some reason, this one has been a doozy; I’ve cut other pieces that I have saved with no problem, but this file (and any new attempts I’ve tried) just don’t work.
When I get the error message, it’s the standard “Pierce Delay Error” message that you’re referencing.
Apologies for my ignorance, but could you expound on the “Divided Voltage Wiring” so I can investigate?
The “torch started moving before voltage was sensed” error can have several causes and pierce delay is only one of them.
The reason for the error is that the THC is looking for a voltage reading when the torch fires. If it doesn’t get that voltage reading, it throws an error and stops the program. It doesn’t know why it didn’t read voltage. It just knows it didn’t read any and stops the program, because it doesn’t think the torch fired.
A simple test would be to toggle off the THC in Firecontrol and try to run your program again. If the torch fires and cuts, then the problem is likely to be a wiring issue between the plasma cutter and the control box.
If it fires and goes out, the problem could be with your torch or the consumables in the torch. With the THC off, it won’t throw the error and will run the program whether the torch fires or not.
This is extremely helpful and I appreciate you breaking this down; let me test this and then report back - I’m under the impression it’s more than likely due to something in this regard since all the other conditions have been attempted with no resolution.