Totally new to this so any help would be appreciated. Have loaded a small program which the Pro will cycle through, but, the plasma gun fires for about three seconds then shuts off. It will move through each section, touch the plate, fire again for about 3 seconds etc. The piece is grounded. I am currently at a standstill. Occurs on multiple small programs.
The manual fire control/straight cut works fine.
What plasma cutter are you using?
Vipercut 30i
Also, the icon at the bottom of the visualizer indicating torch activation through that part of the pattern stays lit with no error codes. Wondering if there is some sort of setting on the vipercut?
Can you try this on a scrap or so so peice of metal? Im using the viper 30i on my pro at the moment. PRO TEST.nc (1.4 KB)
![]()
jimtCrossFire PRO
I can’t confirm this is right or will work beens I’m not up and running where I can try it. Basically like the 45 with a twist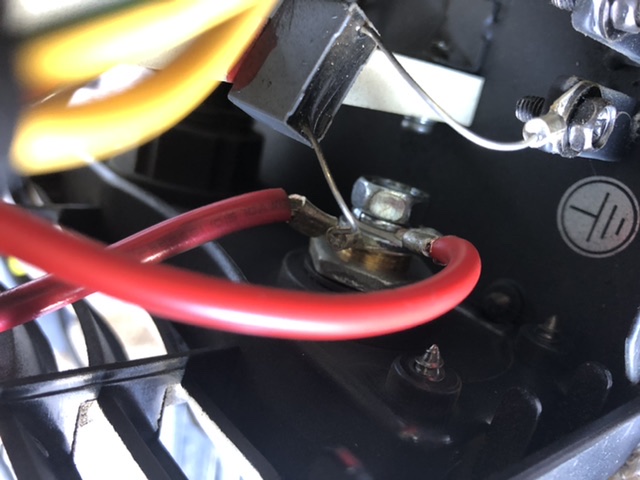
 And it does work with no problems.
And it does work with no problems.
What cutting mode do you have the selected? Should be 2T.
Assuming that is correct. If you use the torch manually, does it work?
I ran the program, but same issue, starts the cut and stops after about three seconds. I dont understand what you are showing on the pictures below. Novice in me showing thru.
Where do I select T2
Thats how the voltage divider wires up. ( my way ) For the Pro with THC. I take it you have the Pro beens its mentioned in your first statement. If you do and dont have the divider wired up I think it wont work. ( I think its called a voltage divider ) I took the pictures before I tried it. It does work correct as seen in the pictures. Correction . its a Voltage input module.
Sorry I was going by the manual, the manufacturer links to a manual for the 30 not the 30i. It seems to have a slightly different user interface
http://razorweld.com/userfiles/file/Vipercut%2030%20Manual.pdf
page 8 and 9. It’s the toggle switch on the left.
If your plasma interface doesn’t look like that perhaps this thread will help:
If you purchased the Razorweld Vipercut 30i from our website, this machine only utilizes 2T mode.
So assuming you purchased from Langmuir, you only have 2T. So that is not the problem. What is your air pressure? Does it remain at that pressure (perhaps a slight drop as torch fires)?
Did not buy the razor weld from Langmuir so i will read through that, will also watch the air pressure and see. Thanks for the info.
Winston
I havea constant 75 psi when machine is cutting.
1 Like
Here is what the pictures of the inside of the cutter are for.
And a picture of the front of my plasmacutter

1 Like
Thanks, that makes sense
So I increased my pressure a little. Maintains at 75psi. When I disconnect everything and use the torch manually, it also stops after about 3 seconds whereas before, I had no issue. Spliced wire issue perhaps?
On the positive side it’s nothing to do with software or the Pro specifically and you have greatly narrowed down the source of the problem. It would be odd for the splice to work well enough to fire the torch but not maintain it. Have you removed the consumables in between now and the last time it worked correctly? Either way, double check that they are installed correctly, in good condition, and when reinstalling don’t over tighten.
1 Like
Definitely getting somewhere. I managed to get it to cut most of a program. Initial cut lasted less than a second before the “flame” blew out. It moved to the next spot on the program, touched, set the height and cut perfectly. Also let a lot of the water out of the tray. Have about .5" of water in the tray, was getting a lot of blowback splashing. Seems like the relationship between the torch and the sheet is a little out of whack.
That’s not enough water. You need it up to about 1/2" below the material or slat height to help cool and minimize warping.
The blowback can be minimized (as much as possible, there’s always going to be some) by decreasing any pause time between cuts and the pierce delay. It’s a matter of getting the various settings all dialed in.
Your half inch of water will likely result in a warped or slagged water tray.
1 Like