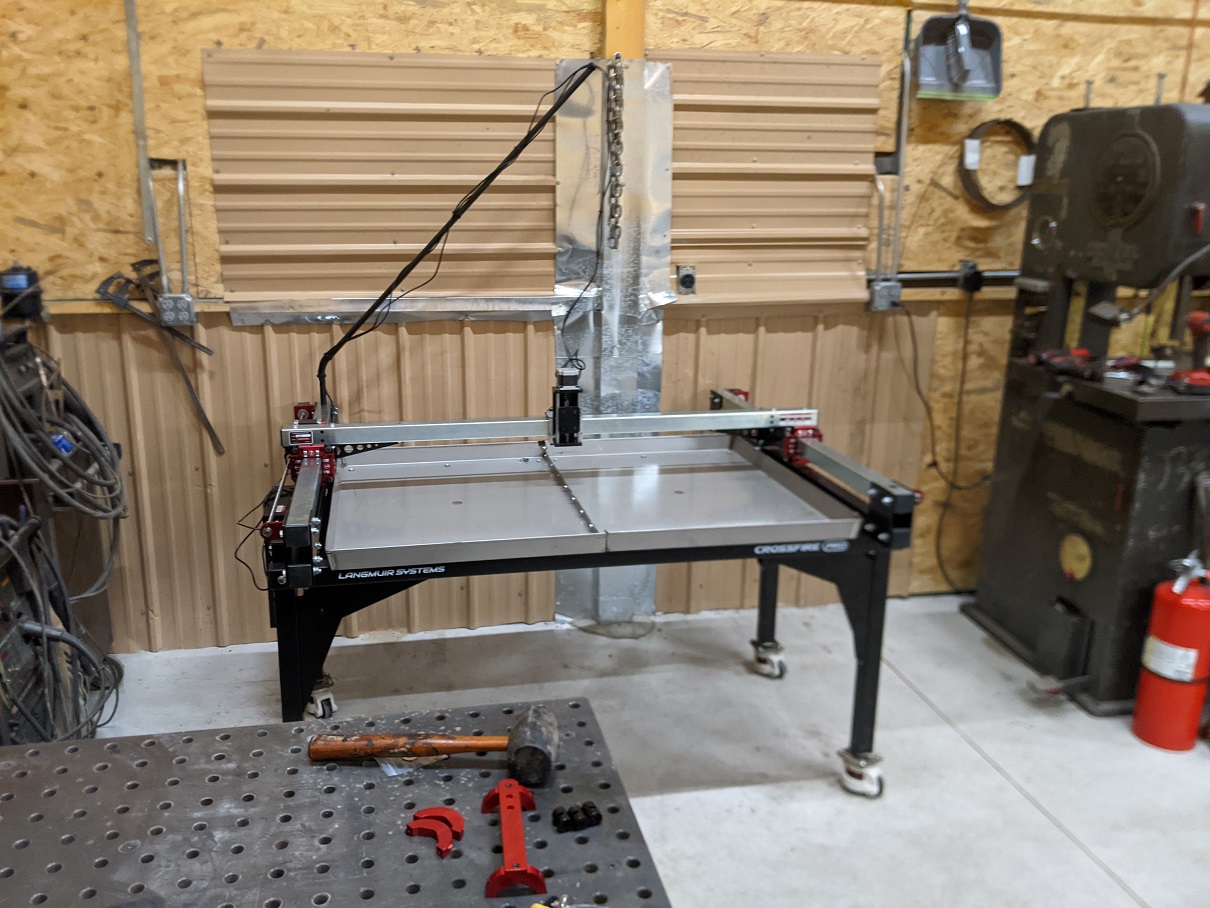
I got the last box on Friday and after removing what had to be a couple hundred staples I did the assembly on Saturday. After much reading of posts here that went pretty easily, I’d say the trickiest bit was the bearing pre-load. Getting it to be just in contact without too tight, but enough pressure so it doesn’t jiggle was tricky. I went back and forth several times tightening, then loosening, but it worked fine first time jogging.
1 Like
Then the first cut was to enlarge the drain holes for bar sink drains:

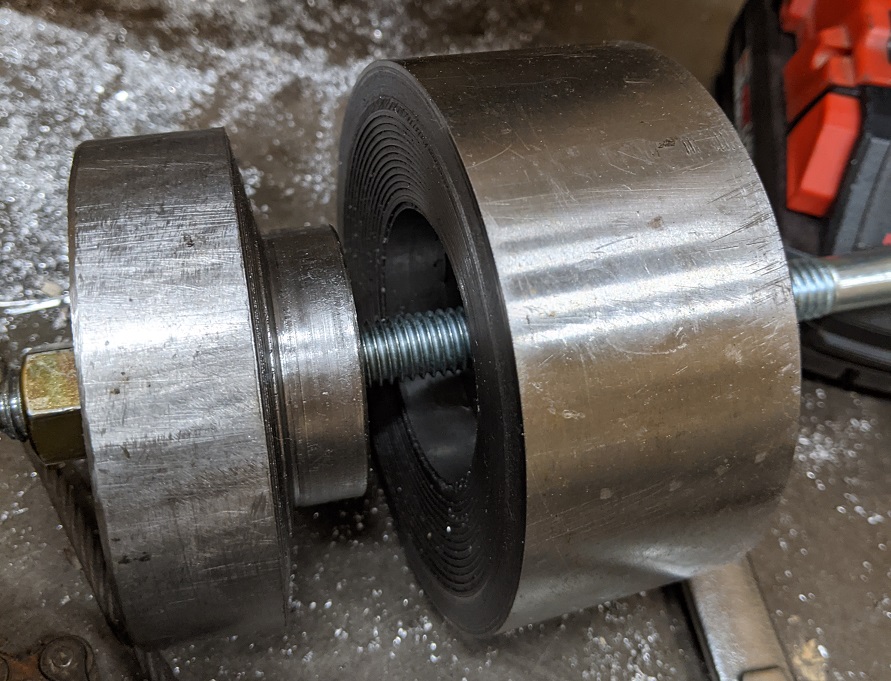
Today was making the dimple die on the old Monarch EE lathe. Cutting the stock on the horizontal bandsaw took a while for the 4" diameter stock, maybe 1/2 an hour, but unattended while I worked on the 3" piece for the other side of the die. All told a few hours of manual lathe work. As I was finishing up stepping the slope out I realized I could have done it all on the bridgeport CNC instead of manual lathe, but I love working with the old lathe.
it did a decent job on the hole, maybe could have been a bit more dished, but should be pretty close to flush with the plumbers putty.

Ready for water (with magic green stuff)

Next is to do a shelf underneath to hold a tank & pump setup so I can drain easily & be able to move it around when I need to do indexed cuts, etc.
Thanks to @Cletus for the ideas!
2 Likes
Well done on the drains! Looks great.
Nice work!
nice work…now to weld the seam up between the pans
I’ve got the sliicone all slathered up in there for now, if it gives me any problems I’ll fire up the TIG and weld it up.
That brings to mind a question that has been bugging me for stainless welding for a while. I came across some stainless MIG fluxcore wire:
Not really applicable for this sort of joint, but there have been projects where I got really tired of feeding the filler by hand. Does anybody have experience with this fluxcore stainless wire?
Thanks,
Jeff
I did not have a good experience with this wire. I ended up warping my pan because it welds like dog crap. I ended up just scrapping the pan and having a new galvanized one piece pan made for me through an HVAC company for cheap
Thanks for the feedback, I was curious but didn’t want to try if it wasn’t decent since I’ve got TIG capacity already, just a bit lazy after going through 6 pounds of 1/16 filler on a project.
not sure if I told you how I did my pan…
I threw out all the sealant…
then cleaned the to pan edges
bolted them together as required…nice and tight…
then put about 1/4" + of water in each pan…
then TOG melted the pan seams between the bolts a little bit at a time …switching from side to side
then I removed the bolts…lowered the water a bit…and melted down around where the bolts were…
perfect weld…no warp…
1 Like
TOG? Or did you mean TIG?
That sounds like a good technique, I’ll keep it in mind if/when the silicone leaks.
TOG = TIG + autocorrect I’d imagine.
I’m not nearly as exacting as @Cletus but I’ve got a tank & pump with filter so I can drain & refill fairly quickly. Just a drill driven pump since it was pretty cheap.

I’m wondering about the wood shelf material, not sure if sparks will reach there and how much fire they would have left. I’ve got some nomex fire retardant fabric leftover from another project I could drape around as a skirt if it seems like a potential issue.
1 Like
TIG…
Do not attempt silicone and the weld it…the silicone will leave residue that will really make welding hard…if not nearly impossible
1 Like
Very nice setup
Autogenous or did you use filler?
a little lost on your comment…sorry
Did you use TIG filler rod on the weld and if so what was the alloy?
Autogenous = welding without filler.
AHhhh…I understand said the football player…heheheheh
no filler rod…“autogenous” I guess is what I did…just melted down the flange to about 1/4" from the bottom of the pan…
- I did not need a perfectly flush pan…did not see the need for that
- did not want to chance warping the pan…keeping a bit of the flange kept pan rigid…
- did not want to risk screwing up a flat weld…not great at TIG work yet…
- took me maybe 1/2 hour to do…no grinding…no fuss…no filler…
1 Like
I have never used the flux core mig wire. But I have ran a full spool of stainless mig wire (with gas shielding). It laid on just like any other mig wire. I ran tri-mix gas mostly because of the metals we were welding to and some of it was for food contact (pig roaster trays). Tig is going to give you much prettier welds, but the mig will get it done, and save you time.