I was hoping someone could give me some tips on what I’m doing wrong with my settings in Fusion 360.
Take a look at the two pics. Am I not going fast enough? Pierce height off? Any help would be much appreciate!
The backside looks pretty good, but I have the pierce set to inside and it’s still blowing into the outside of the design and melting together.
Aluminum .080 with THC
Welcome to The forum.
Where is your ground clamp?
Post your*.F3D file from Fusion 360.
What kind of amperage are you running?
Here I thought I had all the info needed and forgot one of the most important! LOL
I have it clamped to the material with it set to 35amps.
Now I’m wondering if it’s too much moisture in my lines (I have a cheap Harbor Freight separator that I have to dry everything out often).
It won’t allow me to upload the .F3D file since I am new to the forum, I guess. Sorry! Any info I’ll get you tho.
Thank you SO MUCH for the help!
What plasma cutter are you running with what consumables?
Dry air is a must. if you have any doubt, your air is too wet.
Post a couple more pictures and comment on a few more posts and it’ll give you a high enough trust level on the forum you’ll be able to post those soon.
I apologize for my newbie status… Still learning! LOL
I am using the using the Razorweld 45. I am using the consumables that came with the Plasma. Just replaced before the cut before this one.
As far as the air, is that splatter an indicator of moisture?
I should also mention that I had used this same material with the same settings for a gift for my mother for Christmas without some of these issues. EXCEPT the backside of her gift did not cut as clean as this one that I posted. Weird!
You’re going to need to get your air figured out.
Spatter coming out of your nozzle is extremely bad and will wreck your plasma cutter in no time.
Try all the same settings at 45 amps after you’ve drained your tank and cleaned and dried out your separator.
I wouldn’t say that it’s splatter from the plasma as I watched with my welding mask and everything looked great. It looked more like my settings were too slow and the aluminum was melting back in on itself.
I could be wrong. I’m sure wondering if, from the pics I posted, you can see a clear sign of wet air or slow speed, etc…
I am draining now tho and making sure all is good to go, then I’ll give 'er another go at it!
Any recommendations on an air drying system? Different price ranges?
I’m not sure what speed you would run with that razor weld.
If you’re running a hypertherm you would run it at 45 amps 240 in per minute.
So maybe do 60% (144ipm?) of that speed. At 45amps
Maybe someone running a razor weld can chime in with some settings.
Some kind of after cooler, refrigerated air dryer (potentially depending on your region) oil filter, a desiccant dryer ,particulate filter.
Is the basic parts that would make up a good system as far as moisture removal goes
Someone on here that has a more moderately sized system could probably chime in with some part numbers for you.
Oh, so my 100 in/min may be at least one of my issues! Sounds like no matter what brand I need to be faster!
I will try that once I make sure everything is definitely dry!
Much appreciated!
Are you running a lead in and lead out in CAM .
You’re welcome I look forward to seeing how you make out.
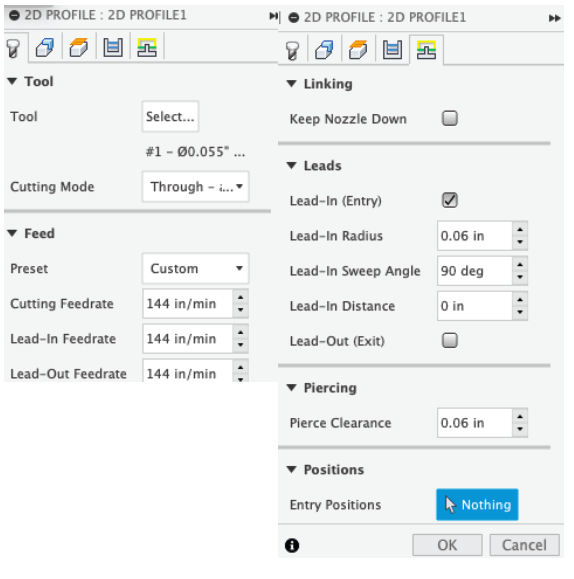
I had all three set to 100 in/min… Cutting, lead in, and lead out.
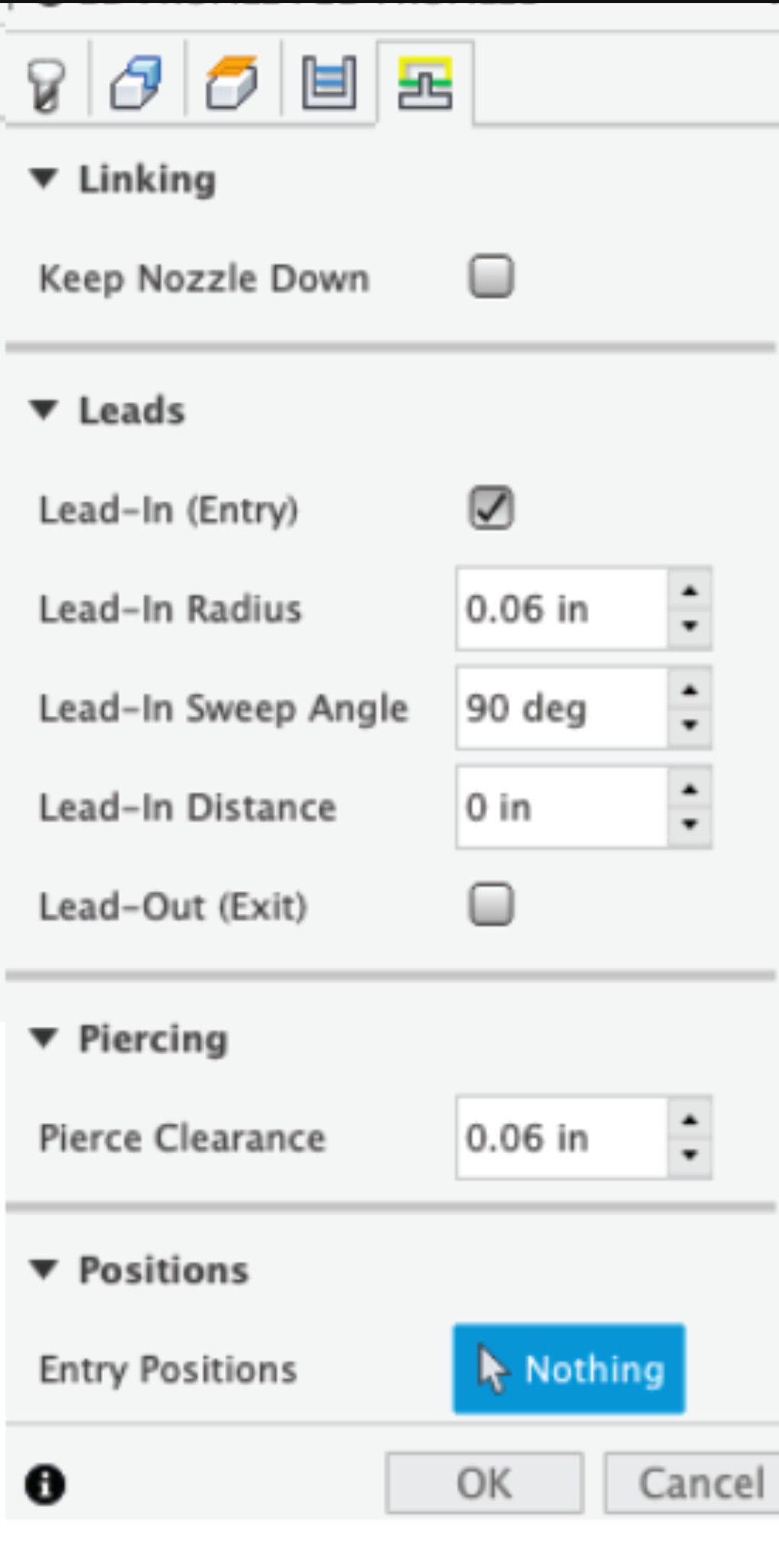
What is the length of the lead in and lead out? It’s the last tab in your 2D profile menu where you set all those other values that you listed.
casey154:
Stock Top Offset = .04
I would also set this value to zero. Not that it’s really going to make much difference.
See if these are what you are asking:
I had just updated to 144 in/min after your suggestion. Originally it was 100.
Razorweld cut charts show 30 amp and 130 ipm for 16 ga al
1 Like
Set your lead in distance to 0.1 to start and check lead out exit (exit) box
2 Likes
Thank you Phillip!
After using both of your suggestions I was able to this stuff out like butter! Looks amazing! Cannot thank you both enough.
1 Like