Hello all,
Very new to the crossfire and CNC operations in general.
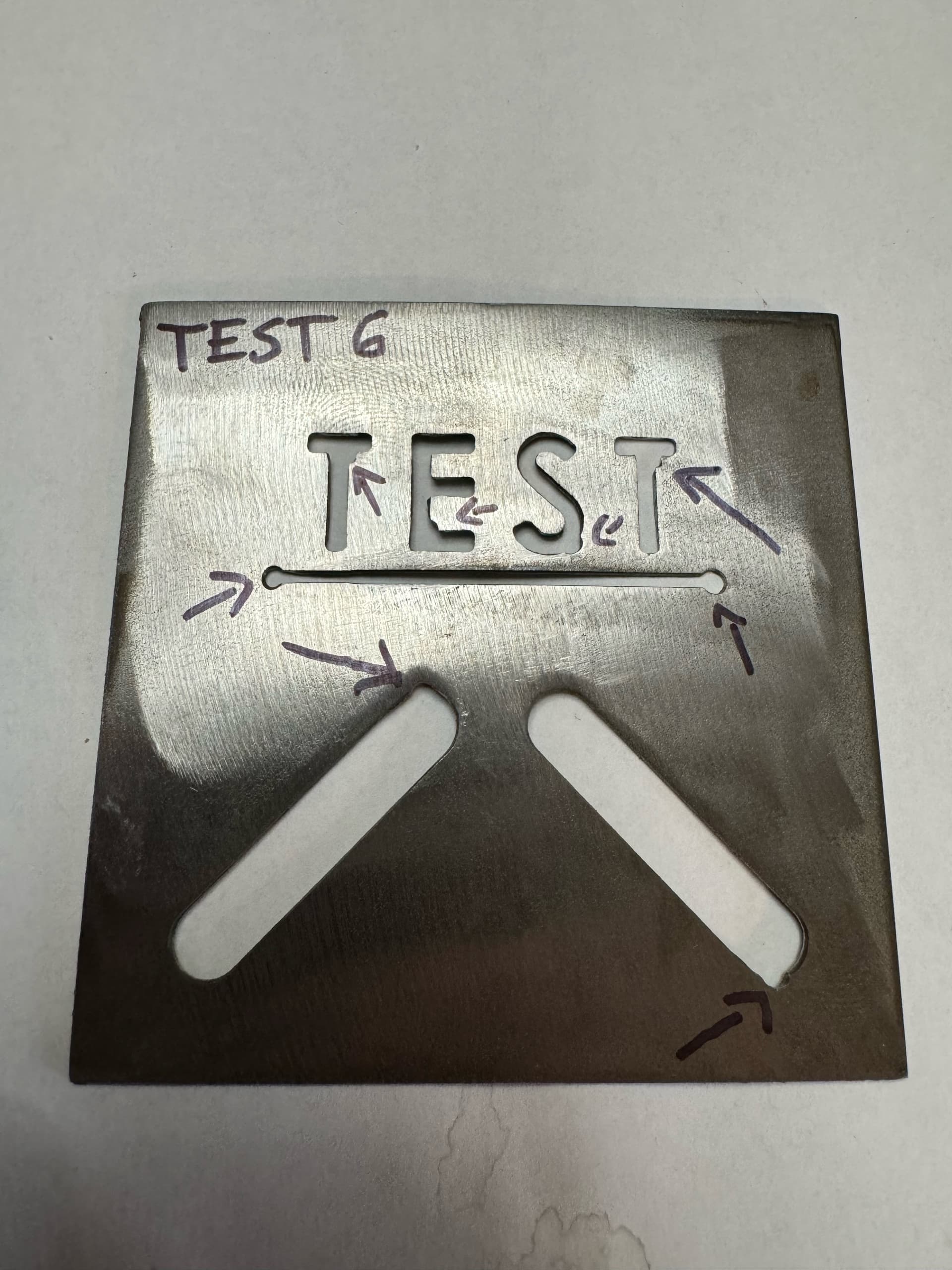
Over the weekend I spent some time dialing in my Crossfire. For the most part I am getting ok cuts with the exception of where the plasma torch starts its cuts. Below I have attached an image with arrows pointing at the imperfections that seem to be replicating no matter what settings I change in sheetcam.
MACHINE: Crossfire w/ Z AXIS Upgrade kit ( Z axis, THC and IHS)
Razorcut 45a w/ X45 machine torch
Tool Settings in Sheetcam:
kerf: .06
Feed rate: 150ipm
Pierce delay: .5s
Pierce height: 15in
plunge rate: 100ipm
cut height: .08
cutting at 30A with 148V
How are you generating your cut file for Firecontrol? Sheetcam, Fusion, etc? Those nips are a result of your cut parameters, lead ins, lead outs, inside or outside cuts and over cut settings.
Is the cut height at .08" correct for that Razorweld? Seems high, most cutters are .06" and you really need to do test cuts, stop part way and feeler gauge to appropriately set your software for cut file, for each metal thickness.
Also worthwhile to measure your actual kerf. I use a .05" kerf setting for a Primeweld Cut60. Each plasma cutter may be slightly different.
I am using Sheetcam to generate my cuts. As far as the cut height, I am using the same value as I saw on the langmuir website for their tool settings, also using a razorcut 45a. With a kerf setting of .06 I am getting about .05 wide cut lines. I am not using any lead ins or outs, this box is left unchecked under " plasma operations"
All of the arrows on your test coupon are pointing to the pierce point. If you want to eliminate the pierce point you will need to use a lead in. Obviously for the single line geometry (your straight line in your test coupon) you can’t use a lead in. You will always have a pierce point; however, you can reduce the size of the pierce point by reducing your pierce delay.
Best to watch some youtube videos on Sheetcam lead-ins and lead-outs, inside and outside cuts, over cut etc. Arclight Dynamics has some good videos but they are older so the interface may have changed a little. Also make sure you are cutting in the correct direction for inside and outside which are opposite for a reason. Videos are a much faster way to relay this information than teaching it in a post. It’s not easy giving a tutorial in a forum style. For specific questions, happy to answer.
If you are getting a .05" kerf then change that accordingly in Sheetcam to mimic. You’ll get more accurate cuts.
Those are some abusive starts and stops. I am curious what is the actual cut height when it is set at 0.08.
Plus cutting 22 gauge is something I have not done. I would try to reduce the amperage and use the straight cut, no lead-in, no lead-out, center compensation and try to clean that up.
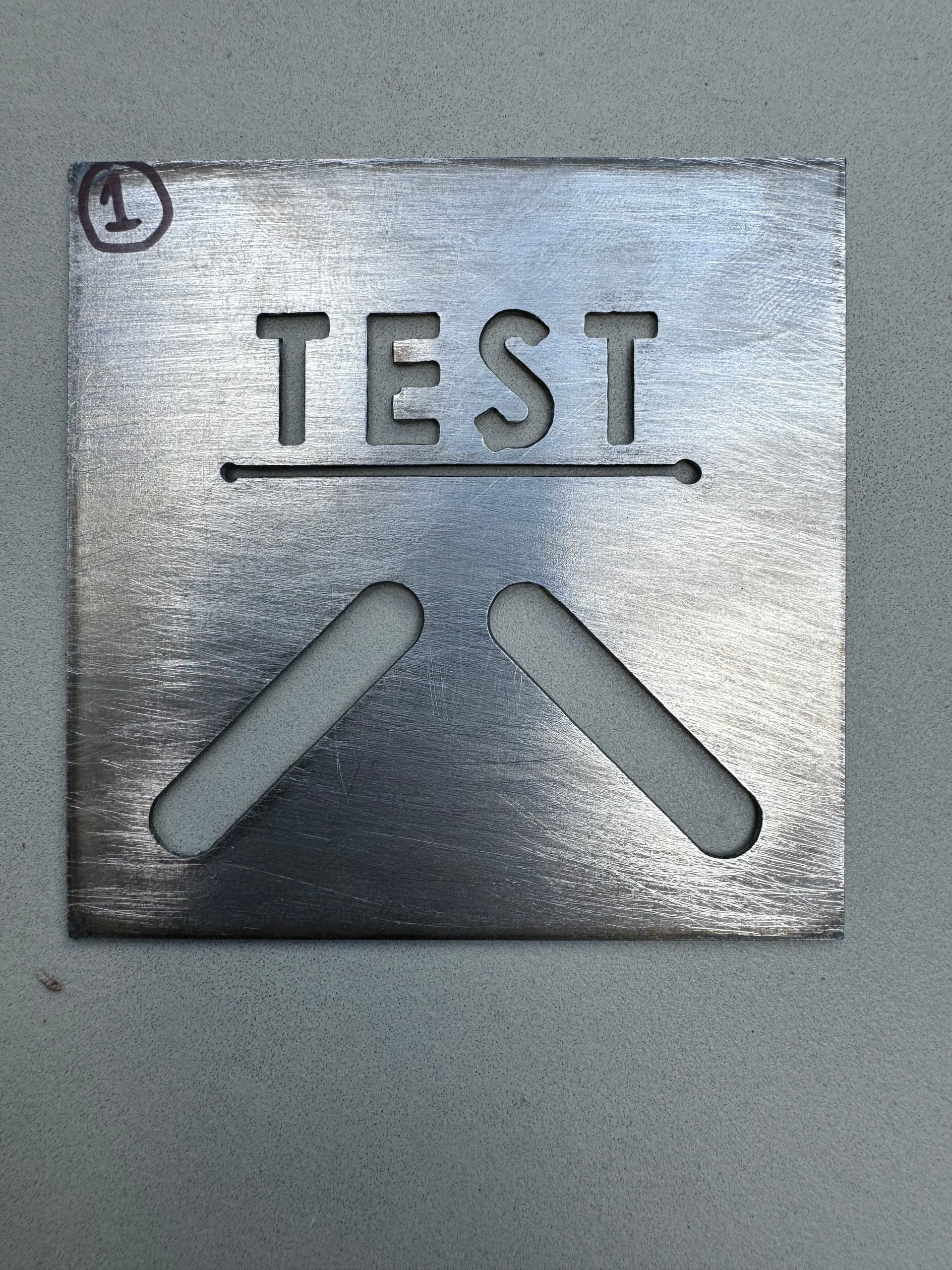
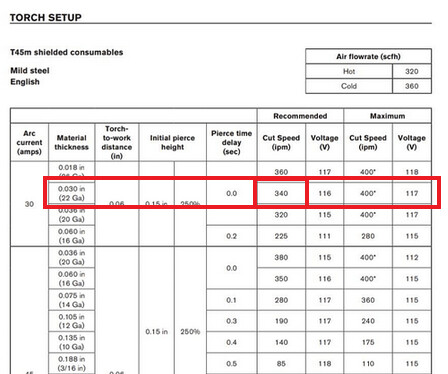
I don’t have your cutter but this is one of the Razorcut tables that is floating around and you are way below the speed that is recommended for 22 gauge. You are at 150 IPM @ 30 amps.
Here is this table (don’t know if it is accurate for your setup):
Much like others have said, for the text and the oval cuts, you’ll want a lead in / lead out to reduce the pierce marks.
That being said, for 22ga 150ipm seems mighty slow. I’d probably try around 200ipm and adjust from there. (Seems I was cutting 18ga at 30A with a RW45 at 180ipm.) Play around too see what provides the best cuts.
Additionally, for the single line cuts, reduce your pierce from .5 until it fails to fire. (I’ve heard some have had success with .4 & .35s delays.) Again, your mileage may vary.
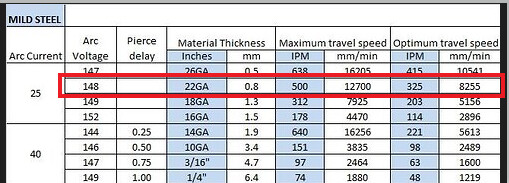
Thanks for all the help, your guys advice really helped improve the cuts. Additionally, I used Chat GPT to help generate some of the settings which also seemed to help (mainly nominal voltage and amperage settings). I saw a big improvement with adding lead in and out commands.
I will continue to test out different tool settings based on the advice given here but for now this is what I have.
Kerf: .04
Feed rate: 170ipm
pierce delay: .3s (had to bump this value up by 20% because THC would throw an error)
pierce height: .06in
plunge rate: 60ipm
cut height: .04
Lead in/out: Arc at .1in
Nominal Volatage: 105V
25Amps
That dang “S” is still giving me a problem but everything else looks great
I don’t quite get your reason for showing that chart. Even on that chart it is recommending 22 gauge to be cut at 30 amps @ 340 IPM. You are not even close to that number.
Don’t discount the other advice to check your cut height as @john_s recommended. If you are not at the correct height the charts won’t help. With that thin metal, you won’t discern whether you are having a bevel either.
A bevel will occur if you are too high and too low and that may eat away more material.
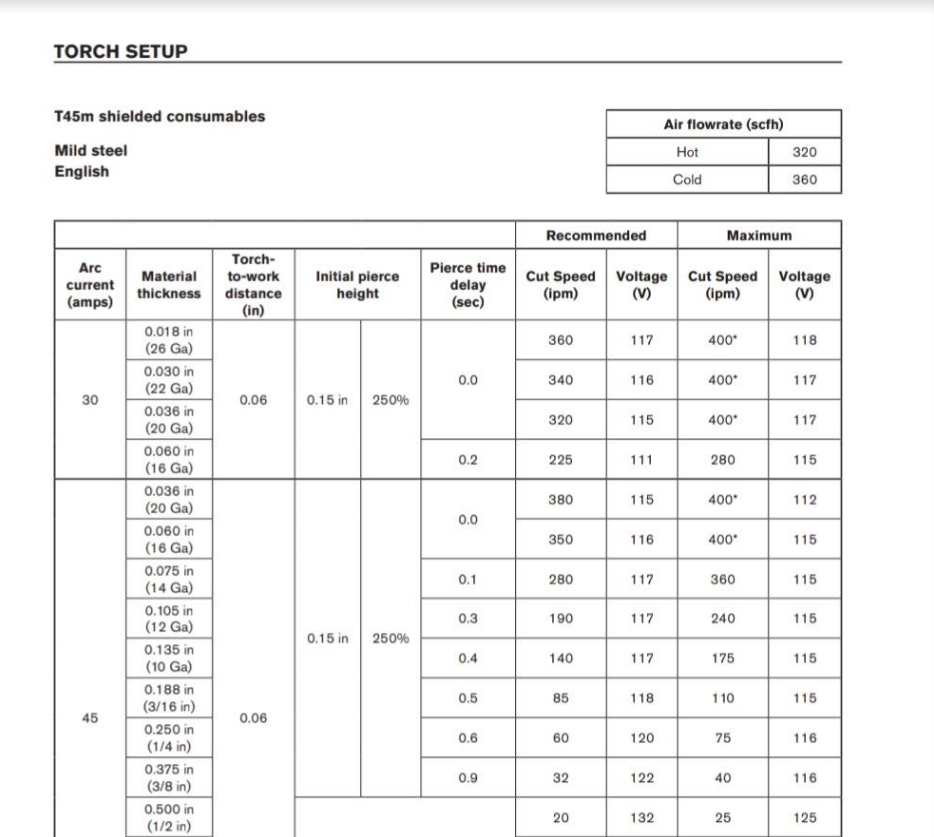
So… you have a cut chart from the plasma cutter manufacture… but have decided instead of using it, you should ask chat gpt for feeds and speeds? Did I read that right? Interesting.
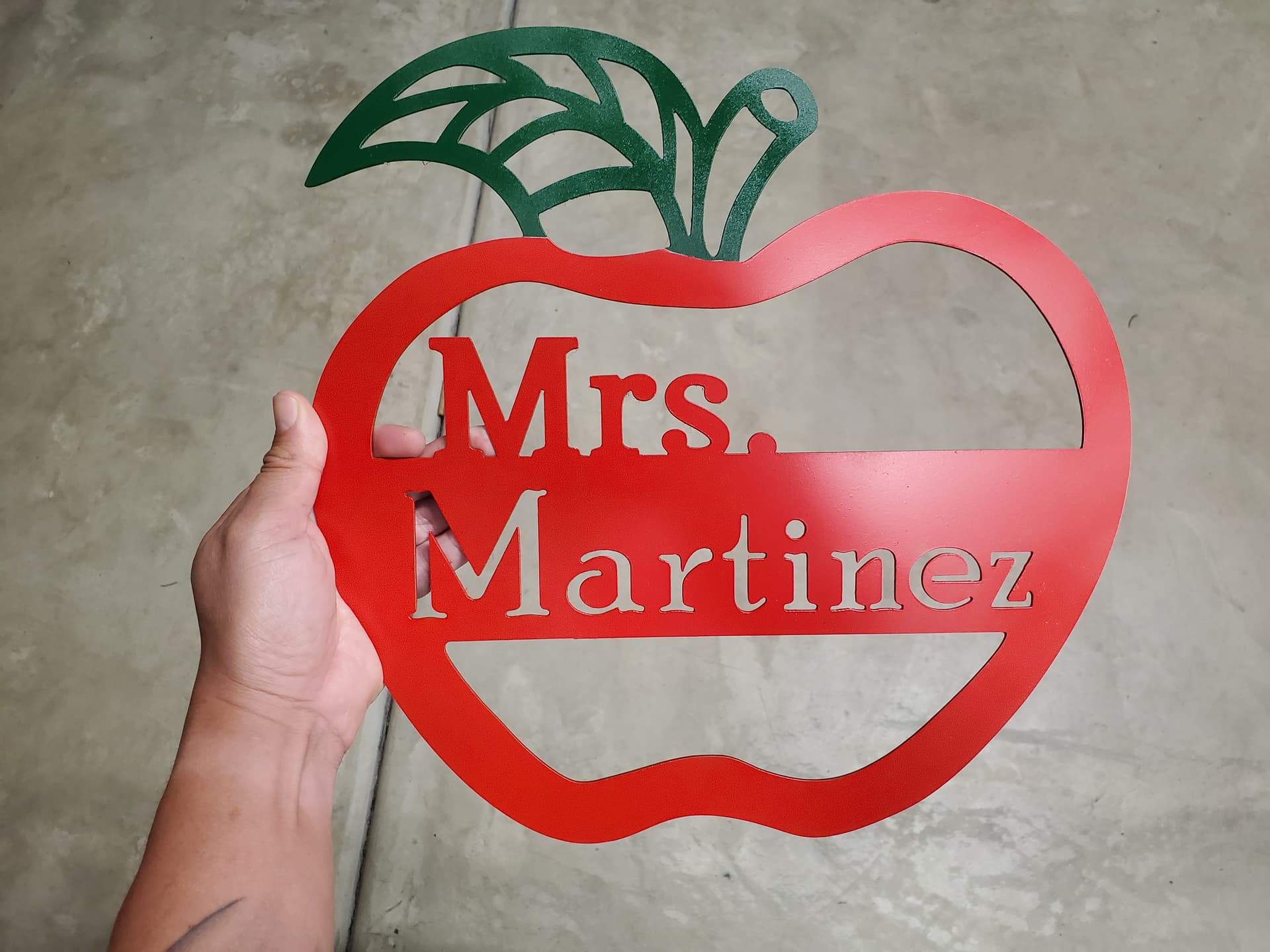
The image below was a test cut using the recommended tool settings chart from the manufacture.
Kerf: .05
feed rate: 300ipm ( max travel of crossfire)
pierce delay: .35s ( lowest value i could use without throwing a THC error)
pierce height: .15in
plunge rate: 100ipm
cut height: .06
116v @ 30Amps
Change your lead in start point, distance, and angle
I don’t do sign work, artsy stuff, or any of that but when I do, I like to be mindful of where my pierces begin, the distance, and angle leading up to said cut path