Just as a follow-up, I would recommend buying additional rivets. For some reasons once you have this tool the rivets begin to disappear HaHaHa!!!
1 Like
Thanks, just like other sites…this one cost me more 
2 Likes
Lol, I have a couple hundred steel and aluminum for a project…I can’t wait to try it out. Looks to be 87X faster!!
1 Like
I would make the gusset 2 times longer vertically than what it is horizontally. That would make force transfer in shear mode rather than bending. Then you can keep your nut where you can access with an impact. I would also weld the nut down to the horizontal plate and then weld another nut on the bolt.
like this you could just hit it with impact and level up way easier.
2 Likes
If you leave the thread on the leg longer, you could weld a nut on the top side (above the bracket) and use that with your impact driver?
1 Like
yes - I didn’t model the threaded rod correctly - it’s more to show the idea. It will be longer once it’s finished - with a welded nut on top. Thanks for the comment!
Just finished up an afternoon of burning metal. A few cutting notes:
My 1/4" regulator/filter at the table is getting no moisture in it. I’m pretty surprised the upstream M60 and 1/2" regulator / filter seem to take care of all the moisture. The 1/2 regulator/filter had about an inch of water from todays cutting. This water is trapped before it sends the air to the M60 - and it seems to be bone dry after that. I’m in the humid south, so it’s working surprisingly well.
Had a fair bit of frustration with THC lifting up during cuts, so I decided to do some testing. I noticed in straight runs the torch had a pretty big gap between the metal and the tip - much higher than normal - about 3/16". Turned off Smartsense dialed in the voltage around 138v - started seeing some book speeds (-10%) with almost no dross and almost straight sides - torch stayed nice and tight with the metal…I need to play with it some more but Smartsense was getting readings in the 170-180 range when it was setting it’s averages and it kept raising torch. I played with settings for # samples and length cut for readings, but no luck today. I’m on the 20.4 version of firecontrol and 1.9 thc firmware. Didn’t seem to have this many issues with 20.3…will continue to play with it.
Note to LS Support: having the voltage history would be huge to help track things like this down!
Firecontrol 20.4 has nice dro setting - can type a number and move. Of course I kept putting the opposite sign +/- and went the wrong way most of the time.
Pics:
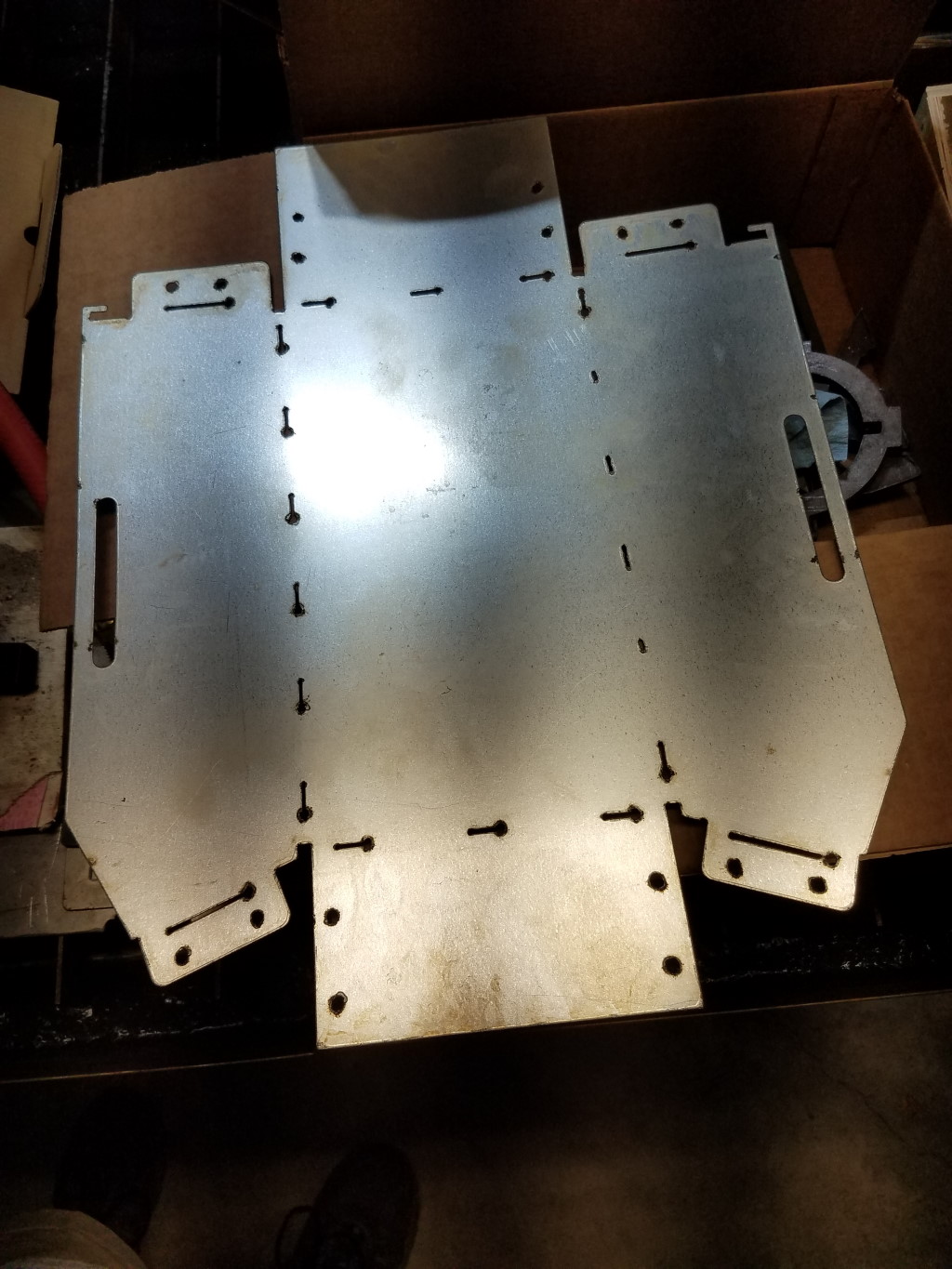
Made a nice 1/8" bracket for my hose reel - about the only place I can figure out to put it is mounted to a 4" support pole in garage. Designed in F360 with some McMasterCarr exhaust brackets.


When the brackets get here I’ll get a shot of it mounted. It has the 1/2" 5x4" bolt pattern for the hose reel and several outside holes for the exhaust brackets.
Also cut my shelf brackets I previously designed in F360 (see above in thread):

Will be bending them up soon.
Got this cool parts bin off Fileshare - made a few mods in f360 sheetmetal (holes for rivets, support flaps)…

Going to be making a few more of these to keep my scrap al, cu, steel, etc in. Makes a nice strong parts bin. Cut out of 26ga Galvanized sheet. I’m going to fill the bend lines and corners with 50/50 solder (edit -nope, not going to work…fine with slots
Cut a few other pieces as well - but that’ll do it for the pics. Overall a fun day of cutting!
1 Like
<Edit: This is mostly for LS Support>
Almost forgot - got a freeze up in Firecontrol 20.4. I was trying to re-cut a missed cut (THC raised up), and scrolled back thru gcode to where I thought would be a good start point. I clicked run from here, and I got an error message saying no program speed detected, and the screen went blurry and locked up. I had to force quit and restart app.
Also - not sure if it’s Firecontrol related, but hadn’t experienced it before - when cutting an outside profile, would lose arc for about an inch or so during a cut. Never stopped moving - arc just died and came back. Unable to reproduce, but happened twice randomly. Work lead was good in both cases.
I agree that it would be a nice feature to log voltages and THC activity since it would really help to troubleshoot it.
With that said, next time you see the rising happen can you see what the voltages are and if the THC is commanding the torch to rise? There was a bug in a previous firmware version where out of nowhere the torch would start lifting even though the voltage was in the correct range. That bug was fixed but this could be something new that we aren’t aware. More info would be highly appreciated.
Will do - I almost pulled a gopro out to film it, but I got busy trying to get some other stuff done. I also saw some strange behavior where the torch would lower very slowly during the probe that I had not seen before. Nothing in the gcode causing it - only happened once. I’ve seen some posts on here about that but today was first time I’ve seen it myself. Not a showstopper, but no doubt strange. Might have been related to disconnecting USB by accidently moving laptop and pulling out usb. Plugged back in without restarting Firecontrol…total guess but may be correlated?
That definitely sounds like this: IHS Triggering Before Torch Touches Plate
Randomly started happening to my machine, too. Been running fine for months and the same symptoms. Odd how others are experiencing the same issue around the same time.
My 4" exhaust brackets came in today from McMasterCarr. Time to get the mount finished up for the hose reel.
Part Number I used is in the link below if you’re interested in doing something similar. I could have gone down one size I think, but this was what they recommended for 4" pipe.
The original design in Fusion360:

Quick prime and paint job for the plasma cut mounting plate

Brackets and plasma cut mounting plate in place! Solid - not going anywhere!

Fastened up with 1/2-13 bolts in 4" x 5" pattern. All 1/2" holes in the mounting plate were cut oversize to 0.5312 and 3/8" holes to 0.3970. Still it was pretty tight fit up, but no re-drilling required.
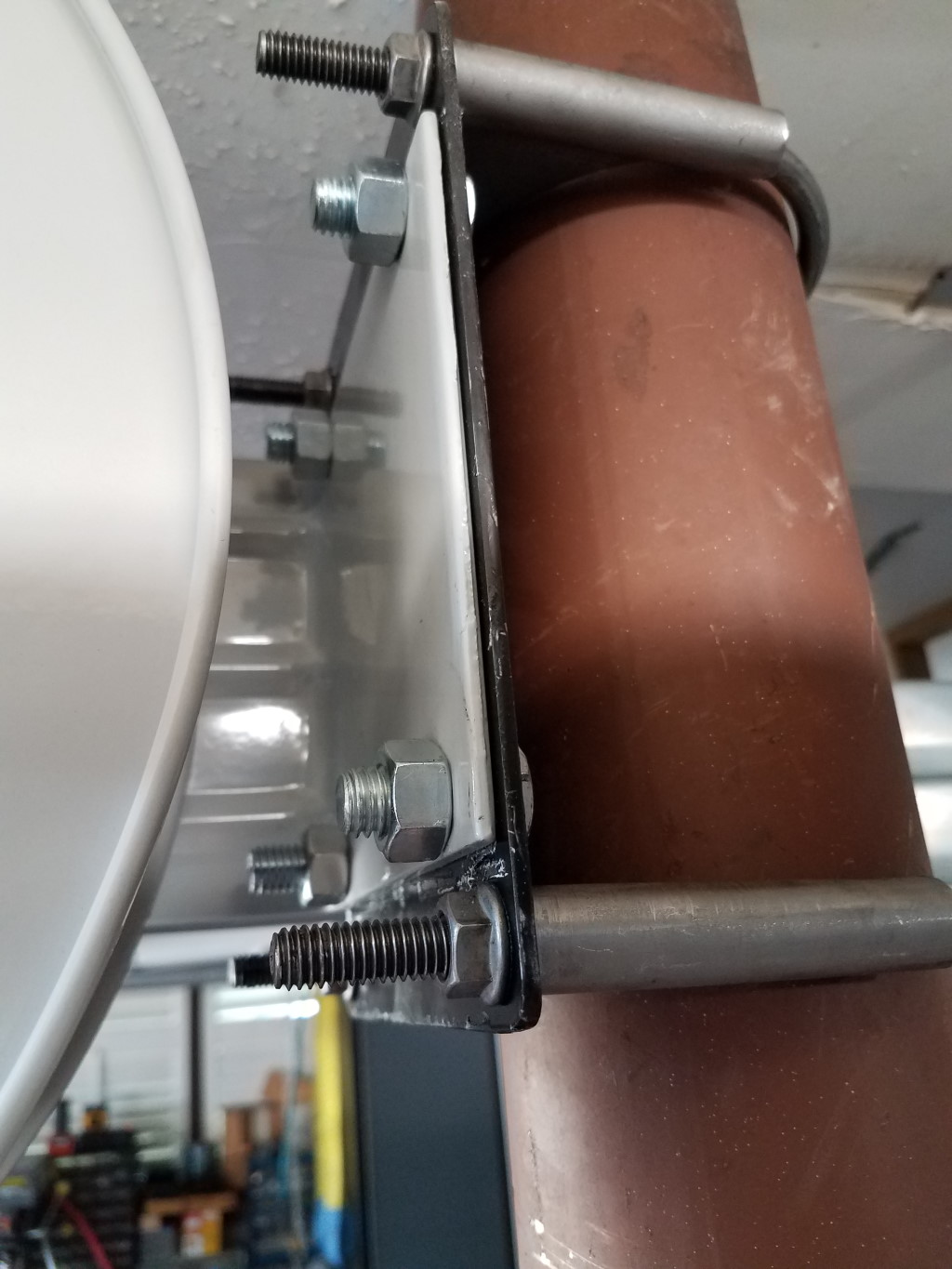
Mounted and ready to go!


Northern Tool Part # 62249. I like the cold flex line so far.
Nice simple little shop/garage project that went from concept to design in Fusion 360 to cutting the mounting plate on the Crossfire Pro - ordered brackets from McMaster Carr and installed. I like it! ![]()
1 Like
Seems like a good time to wrap up this thread. It’s getting a little long. Hope it had some good info for you, especially if you’re getting started in cad and plasma cnc cutting like myself. I appreciate everyone who chimed in and made comments! I’ve learned tons from everyone on here. Who knows, maybe I’ll do a Part Two someday…until then - see you in the forums! Cheers!
3 Likes
Very nice.
1 Like