Hypertherm 1650 G3 $1200, Hypertherm duramax machine torch $700. Taxes…ug.
3/4 mild steel @ 10ipm & 75a Too slow. Waiting on my 100a nozzles to get in. Chart says 20ipm @ 100. More and better pics to come, along with some 1 inch cuts.
Hypertherm 1650 G3 $1200, Hypertherm duramax machine torch $700. Taxes…ug.
3/4 mild steel @ 10ipm & 75a Too slow. Waiting on my 100a nozzles to get in. Chart says 20ipm @ 100. More and better pics to come, along with some 1 inch cuts.
I find the power and feed rates fairly linear. If you drop 20% from 100/20, to 80A and feed rate to 16ipm I bet you’d be pretty close.
One thing I am noticing, and I was hoping it was a trait my 45xp had, the nozzles get a bias to one side and this creates a nasty bevel in the direction that it is bias on. I have not kept track on how long it takes to get to that point, but I know I go through a lot of consumables as compared to most of the population here.
Main thing that is different from the rest, most of my cutting is .375 or thicker. I’ll post some pics later this morning of some worn nozzles, and a couple really embarrassing cuts.
the company I work for has a 105 that has set outside under a trash bag for at least 5 or 6 years.![]() You can’t hide money
You can’t hide money ![]() they have a 8ft table as well!
they have a 8ft table as well!
Is it possible moisture could be a factor in you cut quality?
Moisture may be there, but darned if I can get any tighter - Air Compressor to refrigerator @ 38* with 40’ of 3/8 copper tubing in a coil, 3’ drop to a moisture drain, then a 3’ climb back up to a dual 1L desiccant trap (2 - 1L traps), then to a little reg/moisture filter, finally a Motoguard 90(?) filter then into the plasma.
6 hours of cutting has the first desiccant trap bottom 1/4 starting to turn.
I tried a 1" thick cut yesterday and found that my generator is not up to the task at 208v. Plasma kicks me out anything above 85a. Gonna try 480 Monday, but I have to power my trailer off a second gen.
Anyhow, virgin electrode and 85a nozzle, cutting at 7ipm, still gave me a taper in varying directions. I may need to start a new thread on this, or do a little searching. This is something that I have to solve.
Big moisture issue I don’t think. Wondering now it it’s a voltage issue? possible that a voltage issue could affect your cut height which could burn up your nozzle?
That could be. Fire Control has trashed many a nozzle for me with the THC. Cutting along just fine on a pattern (multiple of the same part) each one reads a different voltage - like 30 to 40 volts, then about half way through the third one, it will start raising and I half to stop the cut because we are now 3/4 inch above the plate, and we went from a cut to a gouge to an etch.
Clean and restart, and fails again, the same way in the exact same place.
The 1/2 and thicker stuff I turn off THC and it runs the cut at the IHS, anywhere from .01 to .07 (never consistant).
have you confirmed your cut height? it may make a difference thicker material also requires a higher pierce height.
There is a .nc that someone posted that I have downloaded several times, and have never ran, and can’t find again. The one that does the cut height move with no torch fire then pauses to let you measure.
So simple, but the last thing on my mind when I fire up the table to get going on the next project.
The THC I really don’t trust anymore. Mind bogglingly inconsistent.
I have been sorely tempted to put on a drag nozzle, turn off THC, and set the IHS cut height in the post process at a deep negative number and just drag the nozzle with the Z axis spring tension.
cut height test.tap (224 Bytes)
It is programmed at .06
All of the cut height problems I have had thus far have been related to the Z hanging up on some tiny bit of slag or something that dirtied up the rails and gave false triggers to the switch that sets the height of the sheet for the THC. Take a real close look at the Z and run it manually and verify it definitely never hangs up anywhere in its travel range. Could possibly be correlated.
Set my cut height tried again with THC off and same crap. Even a brand new Hypertherm Nozzle and electrode, thinking part of my problem was the aftermarket parts.
Starts out OKish buy by the end it urns to crap, and the nozzle is shot.
This can’t continue. I can do better cuts by hand and the drag nozzle.
How many pierces? Have you considered doing your pierces with a old set then putting new ones in to make your cuts. Just a thought.
Why such a low reading?
How many watts is your generator? Modified or Pure sinewave? smart throttle?
208v will only give you a 60 % duty cycle 480v will get you to 80%
Triple check that all the connection in the cutting circuit are completely tight.
How is the air consumption? is the pressure dropping ? look like this unit has some big demands
“Gas Inlet Pressure and Flow 90-120 psig (6.2-8.3 bar) 550 scfh/9.2 scfm (260 l/min)”
Your compressor will deliver 11.5CFM @ 90psi @75% duty cycle ( In the most favorable conditions ) so long run times are going to become a issues when running full out.
Remember to also to order the 100 amp swirl ring
Bigger holes for more air.
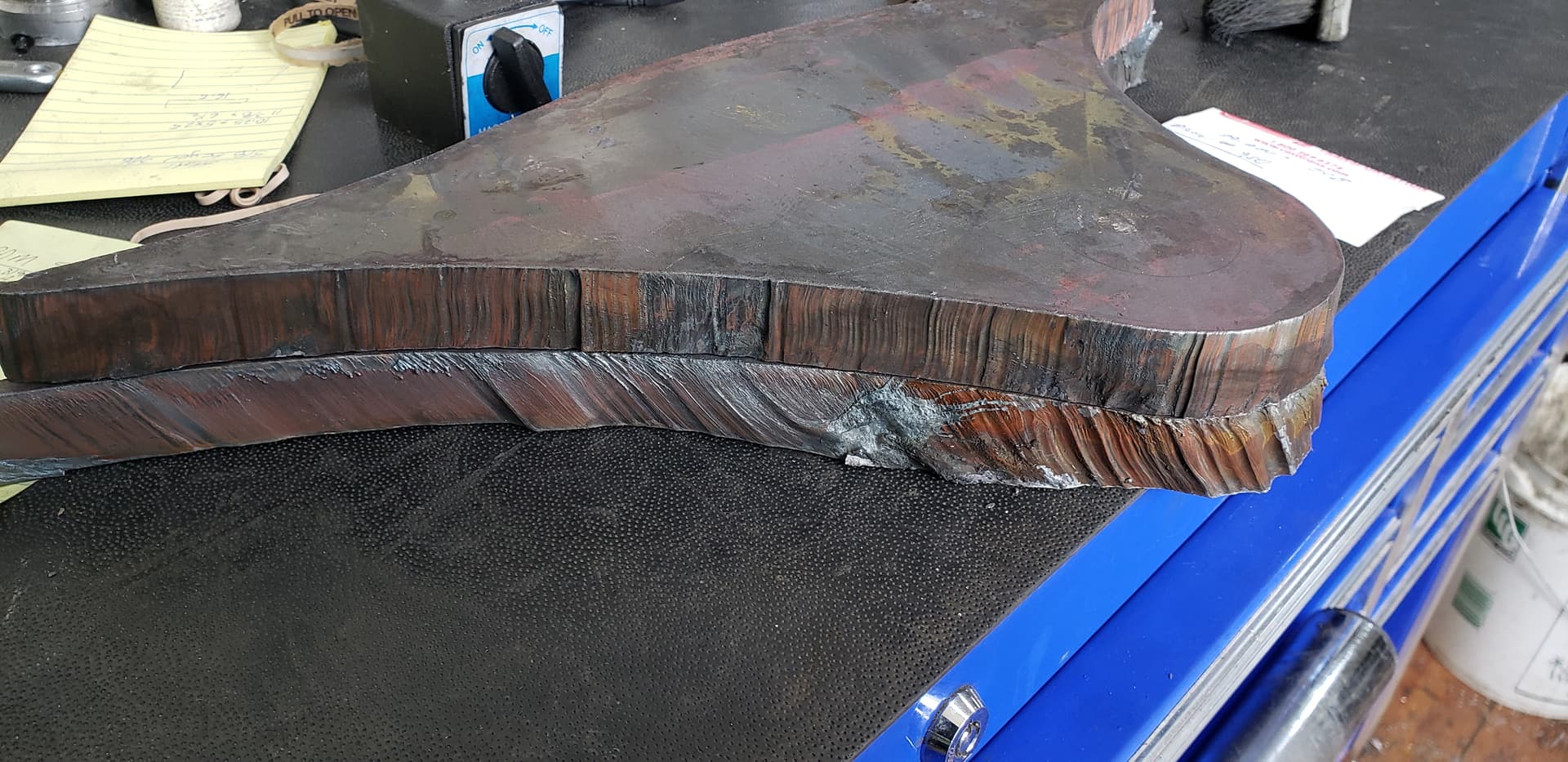
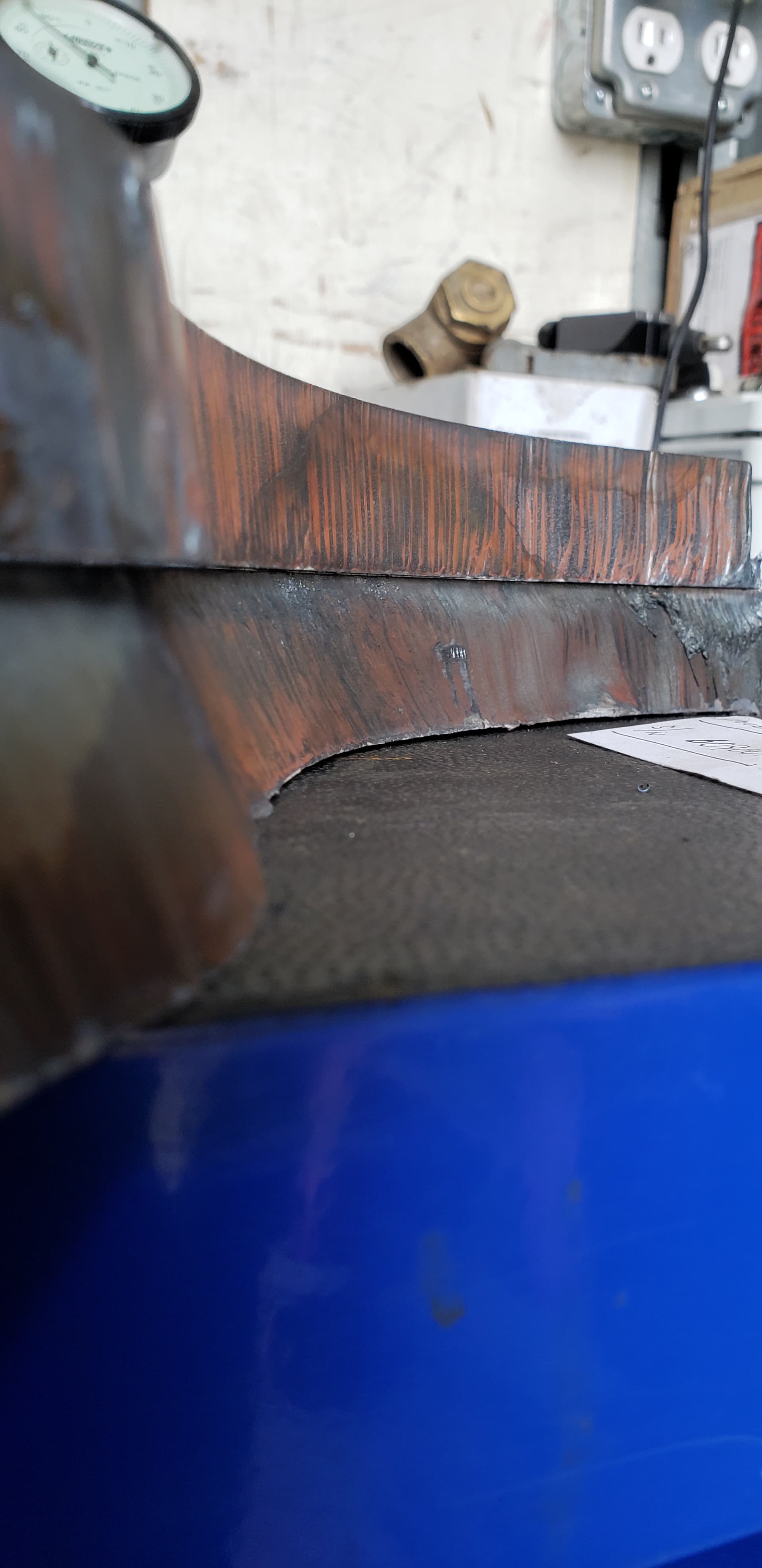
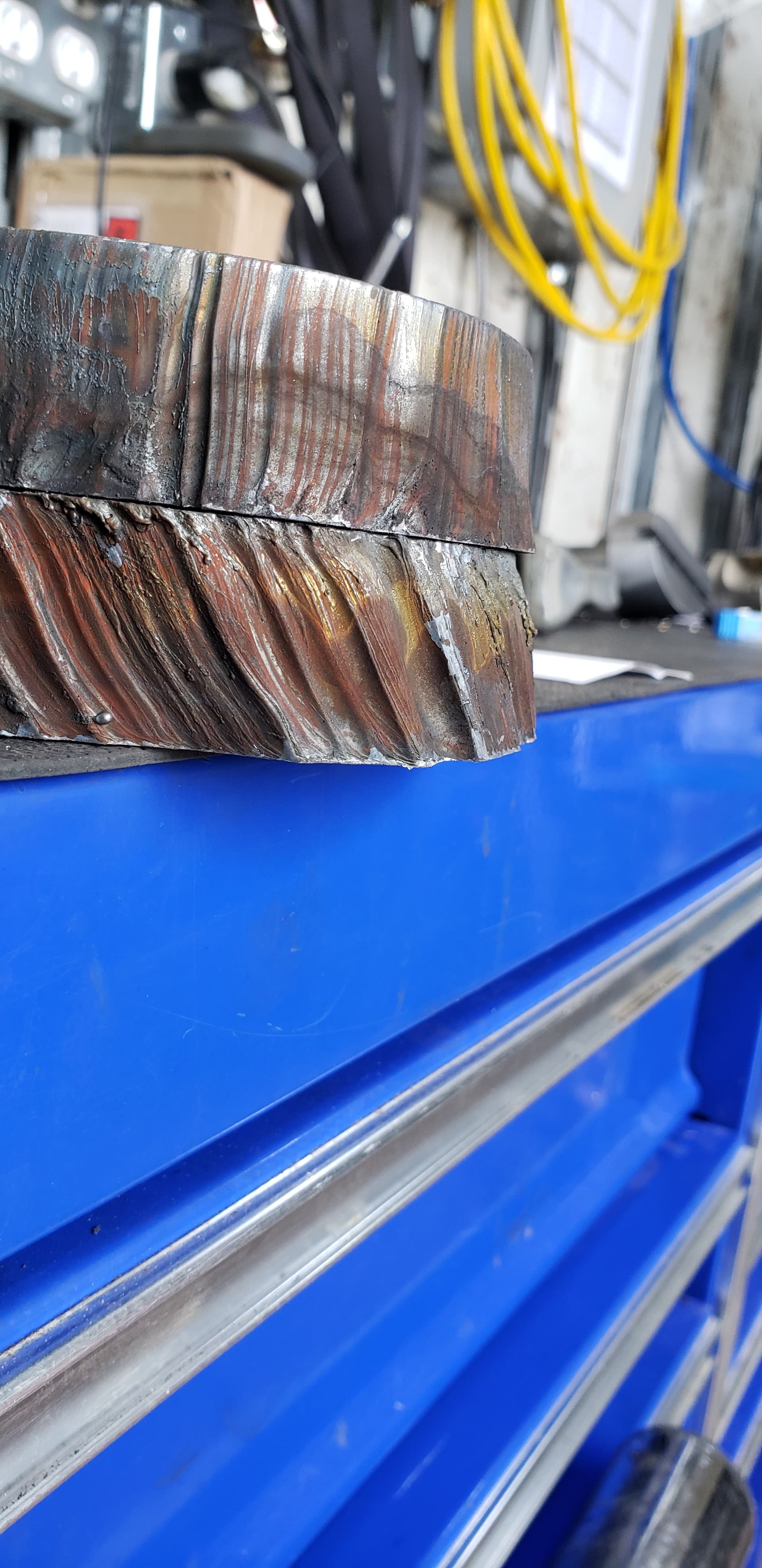
12 sets of 2. Resized in F360 to cut out a template out of 14ga. Did hand cuts and it is hell and gone better as far as taper and 50% of the cut quality. Hand cut on top
That is 30-40 volts difference between the first cut, and the second, same pattern, same piece of stock.
125kw
Figured that out after perusing the manual. Right now on 480, and my trailer is run off my welder for 110 power.
I’m good on all points. If I under volt (supply) or air drops below my setting, the plasma will shut off. Been there done that a lot (under volt).
Got it - The upgrade Duramax Torch uses the same consumables as the 45xp, 65, 85, and 105. All the same swirl ring.
My hand torch is the OEM and uses the legacy nozzles and electrodes, which is frankly cutting better. I might try to mout it to the carriage.