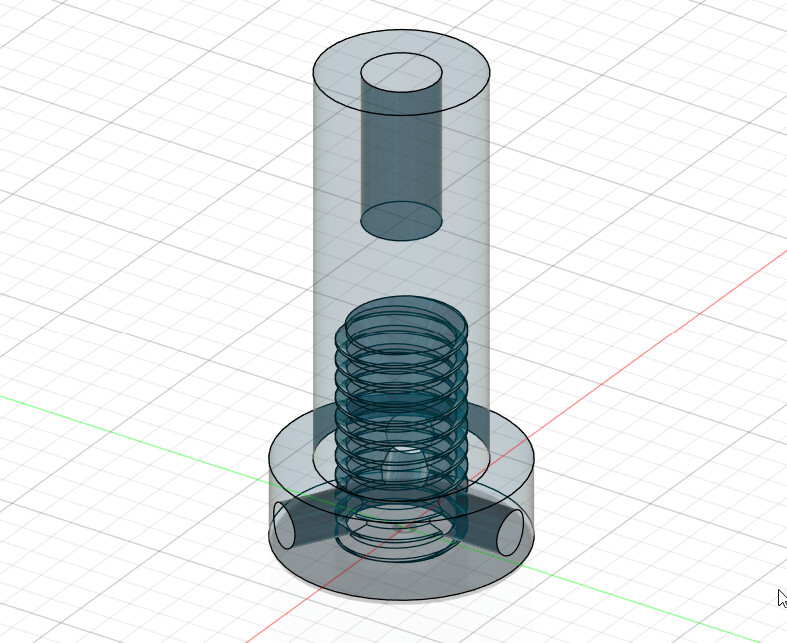
The part below needs to align two holes on either side with as-near-perfect linear concentricity as possible, ideally within .002. One hole is threaded, one is not.
My research revealed a few options. That most doable seemed to be the notion that I could maintain concentricity if I used a collet block to index the part thus:
With 1” rod stock in a precision er40 collect block (runout of 0.0006), machine the unthreaded side down to the base of the part. That gives me the hole, the minor axis and the major axis in perfect alignment. Then flip the part over in the collet, now the bottom side is on top. Face off the remaining stock and drill/tap the threaded hole. But that assumes that the end mill was precisely centered in the collet and that there was no run out in the stock material. I don’t know how to do that.
I can also imagine cutting index holes outside the major axis and then fabricating a jig with index bosses. Maybe even cut the threaded hole fist and that cut a threaded boss is a piece of waste metal to secure it to while I cut the other side. Both of these seem more complicated that necessary.
Questions:
Is there a way to make the collet block approach work by precisely locating the center of the stock… twice?
What are the better approaches, particularly for a noob like me.
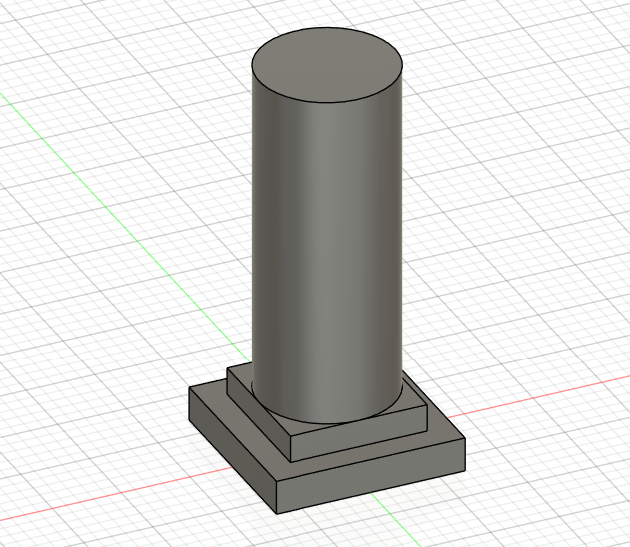
Specs as follows:
Material: 6061 T6511 aluminum
Length: 1.50”
Minor diameter: 0.50”
Major diameter: 0.75”
Thread pitch: 3/8-16
Notes:
It is not possible to mill both holes from one side, as the gap between the holes will be exposed to extreme pressures.
The setscrew holes will be drilled after the part is fabricated.
I hope this is a hard problem… because if feels like a hard problem.
So i was trying to mill round stock and everytime id flip the part it was off. The boss probe isnt a viable option for finding center because you have to try to find center on x first. Which if you measure the part then Touch off an edge it may work better. I bought an er40 block and bolted it to the table. I havent used it yet but it should work. I know there are er40 vise blocks on amazon that clamp into vises ive seen work
I just had an idea. If I mill the stock cylinder from a piece of square stock (or an oversized round rod) and mill a square edge on one end of the rod, then I can more-easily determine the center because I can determine the corner… then split it and move the spindle 1/2 the distance from x and from y and… Tada!… center! This way, I can mill all of the top side, leaving a square edge at the bottom. Then I can flip the piece and put it into the collet block and find the center with the square edge. Then mill the bottom features.
Do you have access to a lathe? I think that would be better for the centerline holes.
I’d also experiment with through drilling at the smaller diameter and seeing how concentric it is on the other side. If that stays accurate enough then you can use that as a pilot for the tapped portion.
For the 3 holes at the bottom you could use a hex collet block with a stop to put the collet into a repeatable position. I’d probably do this on a manual mill since it’s such an easy operation and setup time is greater than machining time.
A lathe could definitely make the piece. The original part was cut on a lathe. But I need to make about 30 of them. So it would be tedious, time consuming and the required tolerances make it error prone and a chore. Not to mention, there may still be some iteration in the design; so making a minor tweak to a cad model and rerunning is superior in lots of ways.
I talked to the head engineer this weekend about possibly milling the smaller diameter hole all the way through, then enlarging the other end before threading. Cocentricity would be a lot easier but their is 1000 psi across those two ends. The piece is a shaft coupler for a subsea actuator operating at ~2,000 feet. I suggested we thread about 1/4” of the interior end of the small diameter and epoxy in a set screw. He’s pondering it.
Good call on the hex collet block. I actually just bought one last week (0.0002 concentric) thinking I would use it for indexing the part for the top and bottom ops. But it’s taller than I was expecting and when you put in the vise and stick a piece of stock in it, way too tall for the machine. I just ordered a collet lathe chuck that I can screw down to the base. It’s less than half the height! You gave me a good idea for how to use the collet block.
option 3. soft jaw approach. either buy or make soft jaws for the vice or solidly affix some aluminum to the fixed jaw with holddowns to the table and or vice.
zero y off a flat spot of the aluminum, put another piece(if no soft jaws)on the moving jaw and clamp a .010-.020 shim between them(folded paper works great for this) zero x somewhere near the leadscew center of the vice bore a hole 3/4 wide about 3/8 deep slightly less than the head size of the rod. then bore a hole 1/2 wide and shy of the dimension of the finished shoulder.