I’m not sure how to describe this issue but here is a video:
I made a drawing in Fusion360 of a 1 inch circle and a 1 inch square to then measure and determine my kerf width on this .125 inch corten steel.
In each attempt to run the program it cuts the first circle perfectly and then moves to cut the square and it’s as if the plasma doesn’t try to arc until after it has begun to move. The program stops with an error. I hit ‘retry’ and ‘regenerate’ the code and hit start and it arcs and cuts perfectly.
Along with what @TinWhisperer said, you need more water in that table. at least above the slat holders but more like 1/4 to 1/2 from the top of the slats.
I have the pierce delay set to .5 sec as defined by miller. Should I modify that in fire control? Or you recommend resaving the g-code with a shorter pierce delay. Or do I make it a longer delay? I guess I can just test and see what happens and report back.
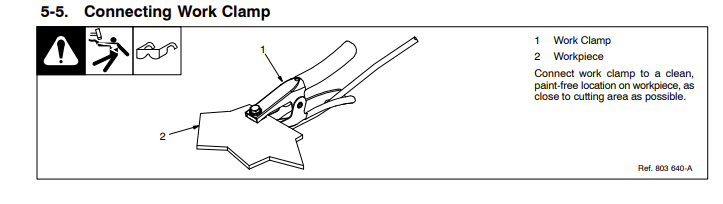
My clamp, if attached to a small piece out in the middle off the table as opposed to having a larger piece hang off the side, hits the bottom of the table and lifts the piece off the slats a bit. I know it’s best to attach to work piece but it’s not always ideal. I’ll modify my clamp to work out in the table.
changed to one second and pretty much the same thing… almost. Hit the 10% slower in firecontrol and it worked perfect. more water too this time. tested again at -20% and it was even better. I don’t know about you guys but my miller 625 extreme runs well at very different settings than what is suggested in the miller manual. Or mine is just too old to be working right anymore. Thanks again for the help!
Pierce Delays for the Gen2 system are different than those stated for Miller/Hypertherm. Most manual/book-recommended delays are after arc has been established and you’re simply piercing material. The Gen2 starts pierce delay when it sends the command to fire to the plasma cutter and so adds latency (extra time) to the signal.
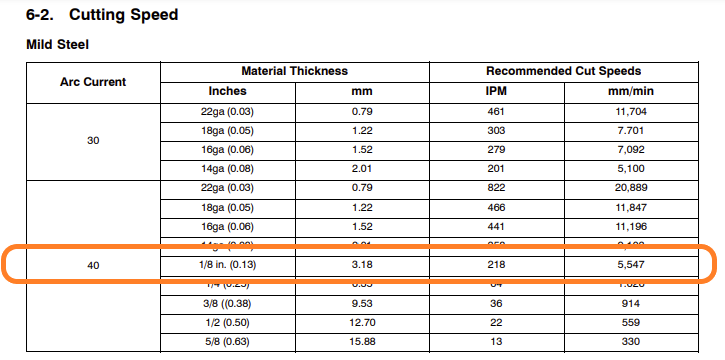
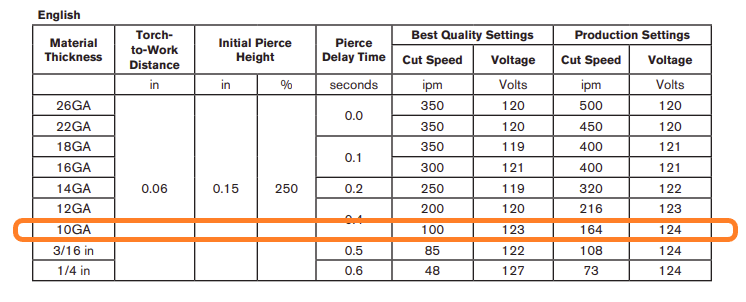
Odd the manual suggests faster then that even. 218ipm. I cant see how this can be right. basically your machine would have to run over 100% efficiency to make this work?
How is your unit hooked to its power source? Plug ins, extention cords, etc ; I am thinking about line loss causing a voltage drop to the actual power source
I haven’t been using an extended electrode. I just use the standard one. My miller is the 625 extreme version and says the same thing, 218ipm at 40A, it was nowhere near piercing all the way through so i did another search and found the 130ipm so tried that and it was still too fast.
I do run my 625 off of a very long extension cord, like 40 feet. Probably too long and must be experiencing substantial loss.
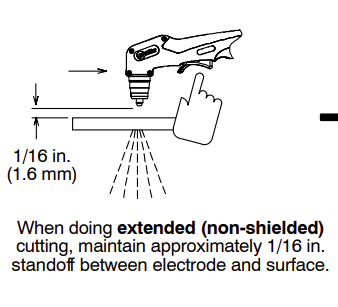
I have my cut height set to 1/16th with the standard electrode and drag shield. Maybe I should go lower because the drag shield adds over 1/16th to the tip of the tip.
Thanks for those images. Super helpful.
So you are likely running too high of a cut height.
This puts more heat into the work and does less cutting.
Beginning of the spectrum 625 extreme manual( which I linked above) goes into how long the cord should be and all the power management details.
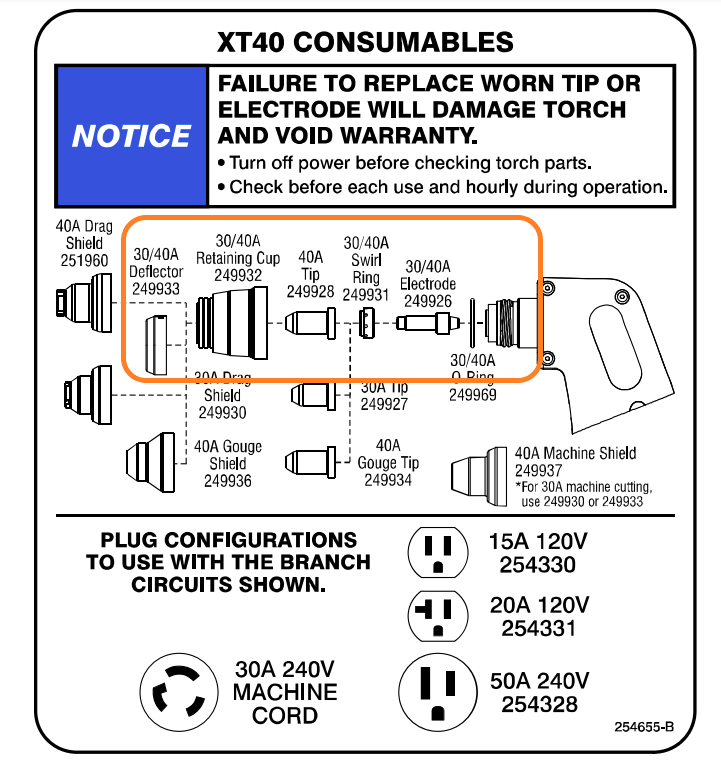
If you don’t have the proper deflector for running automated . I would order the proper parts and modify your drag Shield so you can maintain a proper cut height ( sanded down till it’s just a deflector and the nozzle is exposed )
218 in per minute must be a misprint or maybe someone just interpolated or extrapolated some math but there is absolutely no way your machine will ever achieve that.
That kind of speed at 40 amps on 8th is craziness.
Next time the Miller reps are in town I’m going to ask him about this specifically.
Drew up a file with suggested adjustments based on info above. Just ran this program and had a perfect cut. Woohoo. Problems solved. Until I went to run it again. Put a new piece of metal on the table. Go to run the exact same program and you can see what happens. Try try try again. Same thing. Quit apps and turned all the machines off and back on, checked air, checked consumables, no errors, reloaded file. Same thing. I changed nothing. Any ideas?
This is bonkers. After the video I resaved the file setting the pierce height to 1/16th with the drag shield and the cut height to 1/32. Same result. Program error. However, this time, instead of reseting the program I hit the ‘run from here’ button… and it worked perfectly.
The drag shield will add more cut height. You should be running the machine shield. Pierce height looks really high in second video. Torch tip appears to slam into material snuffing out the torch flame.