Hi all,
I’m struggling a bit trying to find the right settings to cut 16ga mild steel. I did search for existing topics but didn’t find any.
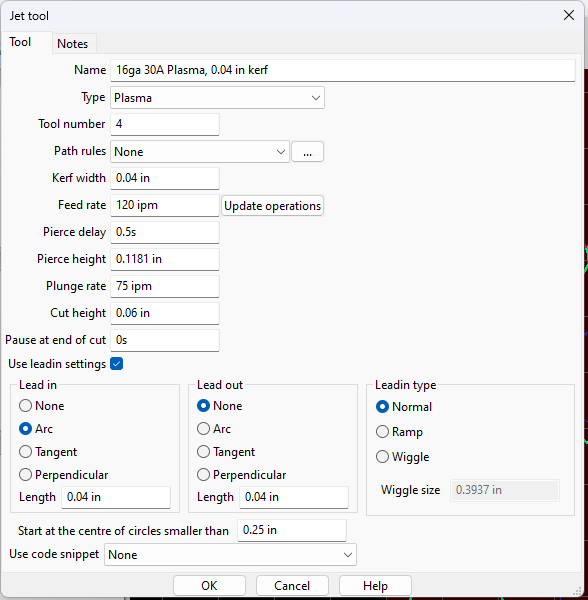
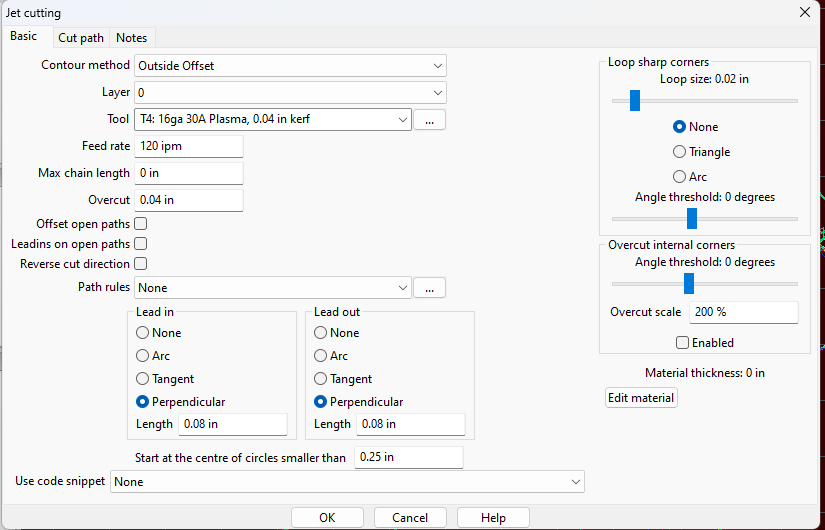
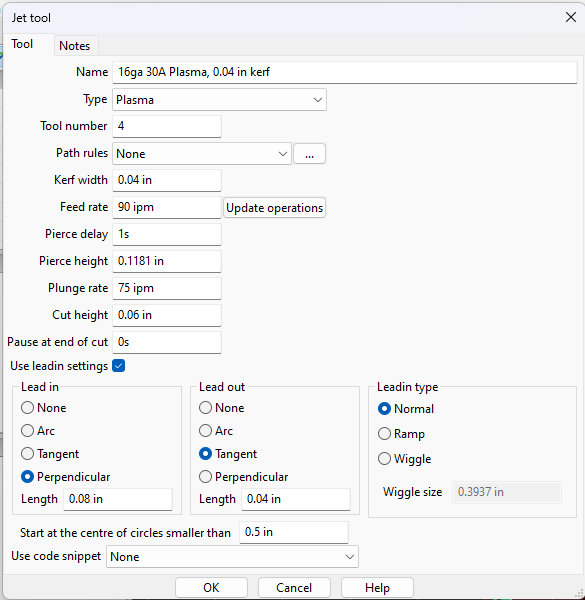
I have attached my g-code from sheetcam. But to get the best cut on the 4th try I had to manually slow the travel speed to 180% and increase the pierce time by like 30% (I can’t completely remember. I was kind of smashing buttons as I was screwing up sheet after sheet. (yes I should have logged it all but I was getting frustrated after a full day working for “the man”.
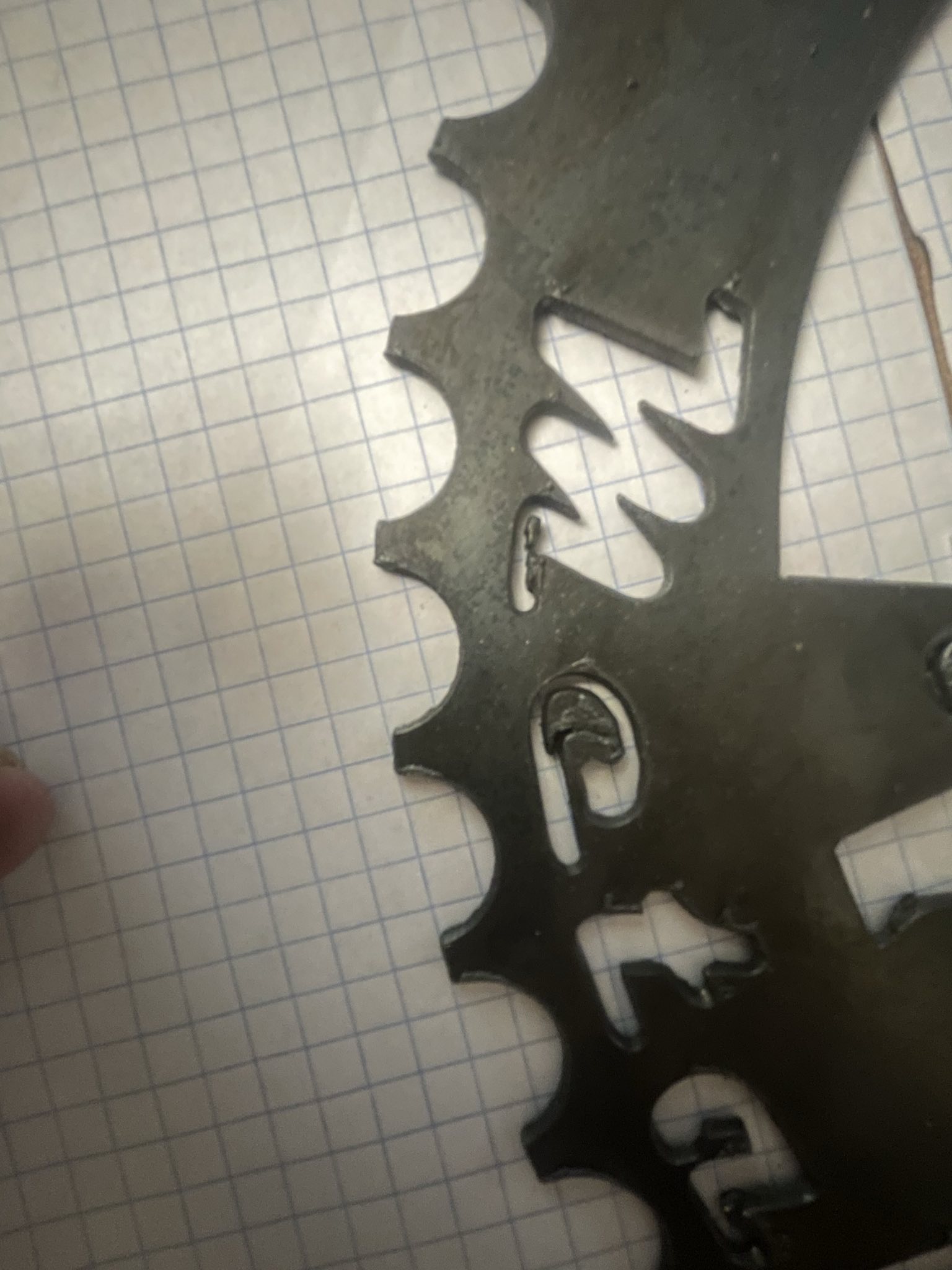
Below are my attempts at a logo for my home shop.
Not quite sure I know what I’m doing wrong here. It’s almost like the torch Z axis starts to ramp away from the part when it’s finishing the cut before it’s finished the full cut.
I’m using a Razorweld Razorcut 45, with a machine torch. Air compressor is a Craftsman 35 Gal with a Harbor Freight Air dryer just before the plasma cutter.
Thank’s all!
(edited main post)
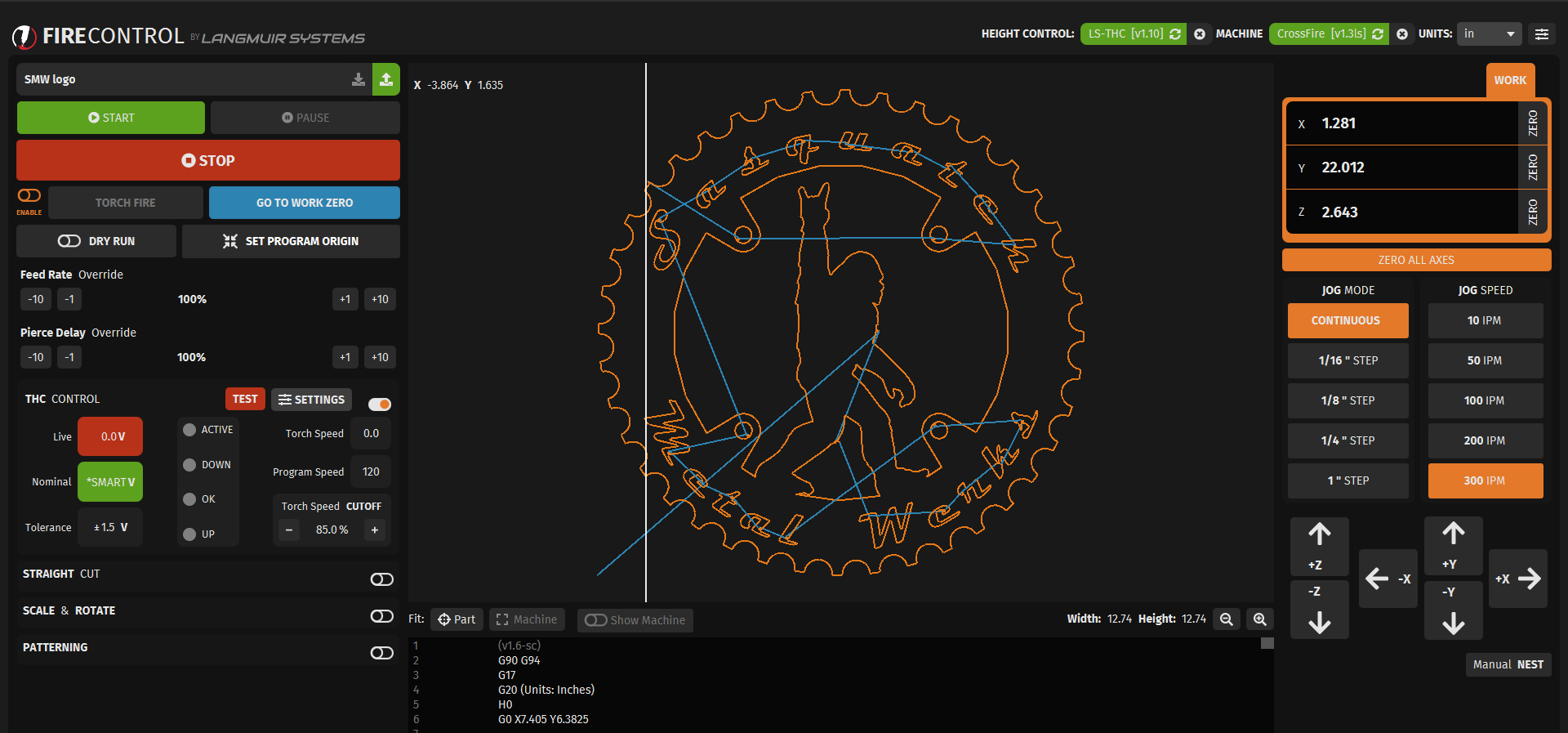
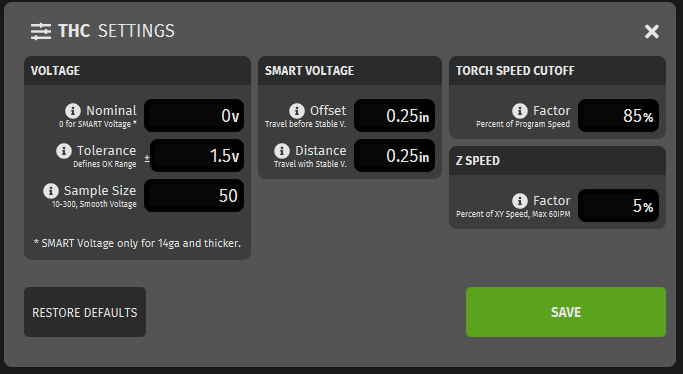
I’m using a Razorweld Razorcut 45, with a machine torch. Air compressor is a Craftsman 35 Gal with a Harbor Freight Air dryer just before the plasma cutter. Fresh consumables in the torch too. I do have THC enabled.
Have you tried with THC disabled? You want 70-75 psi air at torch when cutting and minimum 100 psi air supply to plasma cutter air inlet. compressor you are using will be limited on cut time. Are you using smart voltage or nominal voltage?
I have a feeling the air compressor is not enough, it spits out 100 psi but post dryer when the compressor is running I get somewhere around 65-70 when cutting now.
I do not know what I’m doing for voltage in the THC, how to I find that? I have not tried disabling THC yet.
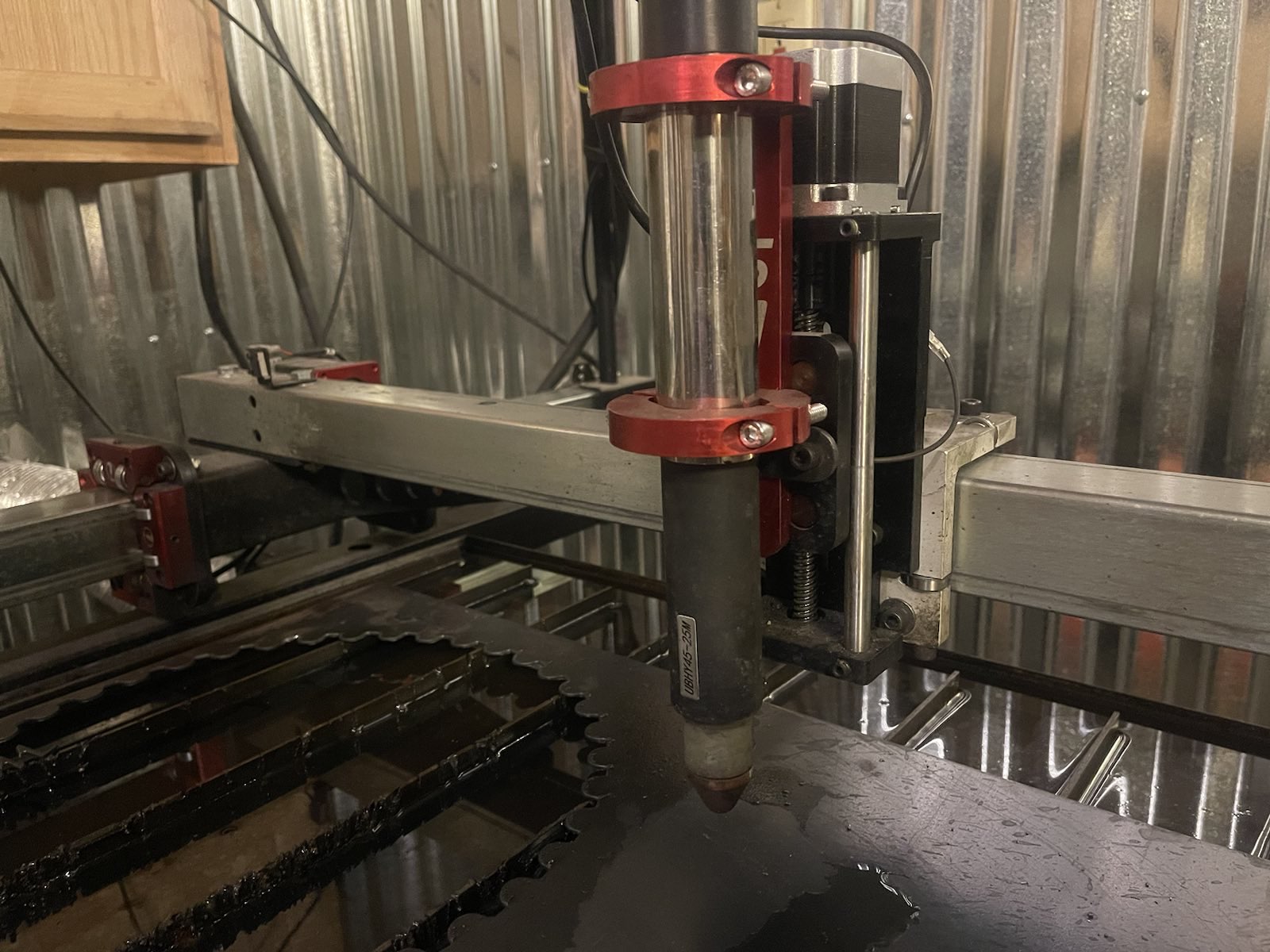
There are people on this forum that can get you ballpark setting for nominal voltage settings for THC razorweld , I use nominal instead of smart voltage is important to keep torch at cut height on warped material as it cuts, if voltage is off torch will rise or crash into material. make sure to attach work clamp direct to material you are cutting. post pic of torch mounted in holder…
it’s weird when I watch the torch cut it’s like it swoops the z Up before it’s done cutting. The arc gets longer etc. Seems to be much more noticeable on the thinner stuff.
lower the torch more so you have more z travel before it hits the bottom and prematurely engages the ihs switch. In that pic, have the lower torch clamp below the torch mount clamp.
also, the rw45 requires a lot more cfms from the compressor than most other cutters, i believe it’s almost 7 cfms @ 90. i’m sure that compressor is most likely only around 6 so it might be struggling.
you pierce delay is too short as well. there’s an inherent delay in the relay from the control box that is almost .5 secs, so i would up your PD to at least .8 secs.
When I do small-ish circles and profiles, I have the torch stop short. I have the Overcut set to negative (-.030), lead in with arc at center of holes smaller than .50" and lead out set to none.
Looking at the pics, I’m thinking the THC is sensing the slag from the pierce and wanting to raise.
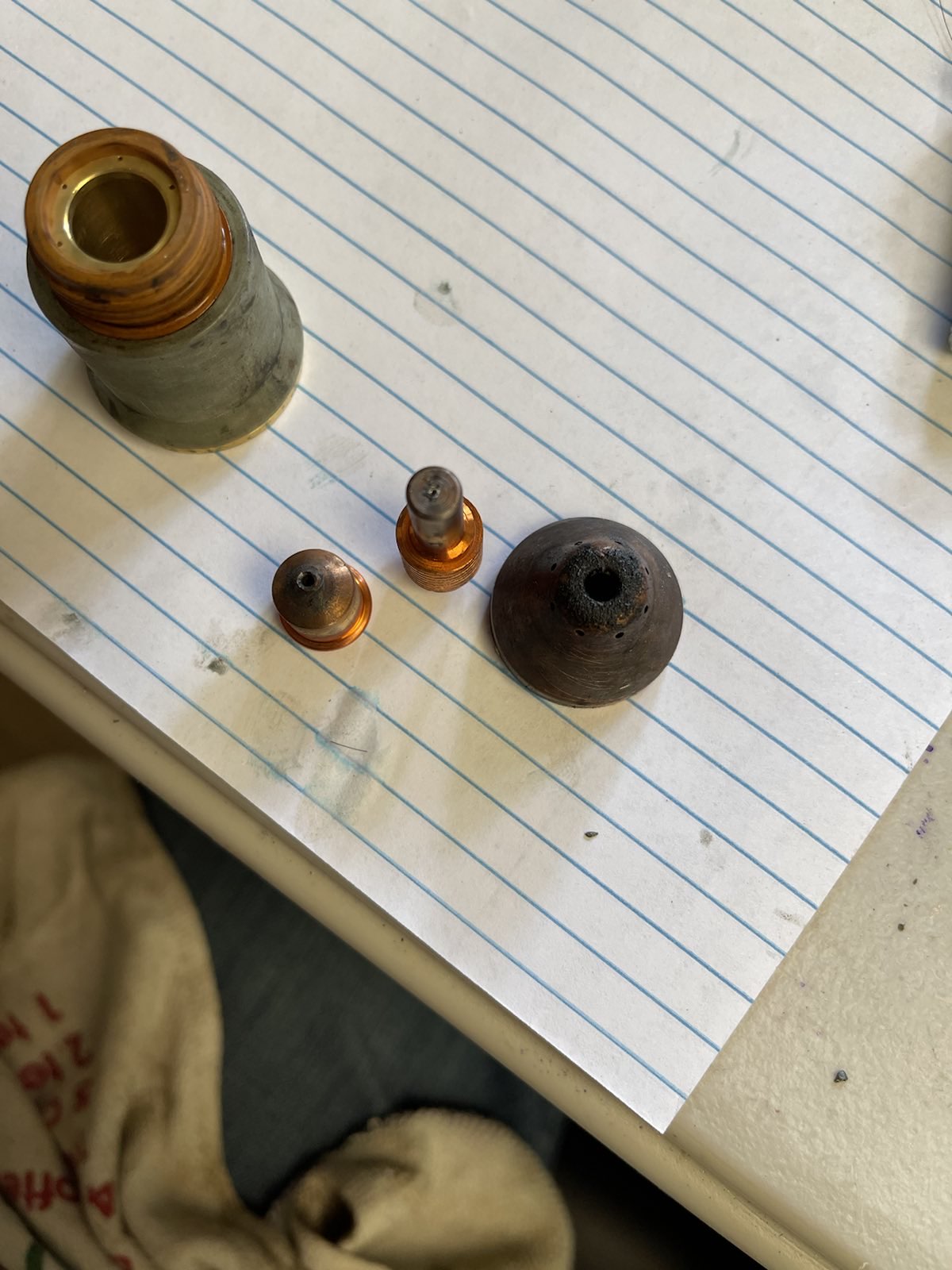
Is the harbor freight air dryer your only means to remove moisture? Using that small of a compressor moisture could still be a issue as well as air volume. Can you post pictures of your nozzle and electrode?
Here ya go! I replaced these just before cutting 4 of the above signs and 17 2"x2" small-part test cuts changing settings based on everyone’s suggestions.
Yes the HF dryer is all I have at the moment. I just installed it this weekend. Not afraid to buy a larger compressor, its just not in the budget at the moment
The best I can tell that nozzle doesn’t look too happy. I completely understand not being in the budget. I would recommend that you may look for someone that has a air compressor with a bad pump you can hook it up after the dryer to help keep the volume up it is a dry air tank. You compressor will run longer but not as often. Most time people will get them away.
I started out with two really small desiccant dryers as well they are better than nothing.
Using a small compressor and no desiccant dryer I would say moisture is still a issue…
I will give you one of my small desiccant dryers if you want to pay shipping to you.
Thanks! Ultimately I will get a larger compressor.
In the meantime, I’ll start looking for a tank to put in line after the dryer and snag a couple of desiccant dryers.