Well I finally got around to cutting my first sign from 16ga CR and it was a struggle.
I have a Crossfire table without THC and a Hobart 27i cutter.
I use Greencut and the fluid level was about a 1/2" from the top of the slats.
My air system is a 60gal compressor with a radiator style condenser, an in line water separator, a quart size desiccant unit and a motogard filter. I’m also in Ontario where its currently cold and the air is pretty dry.
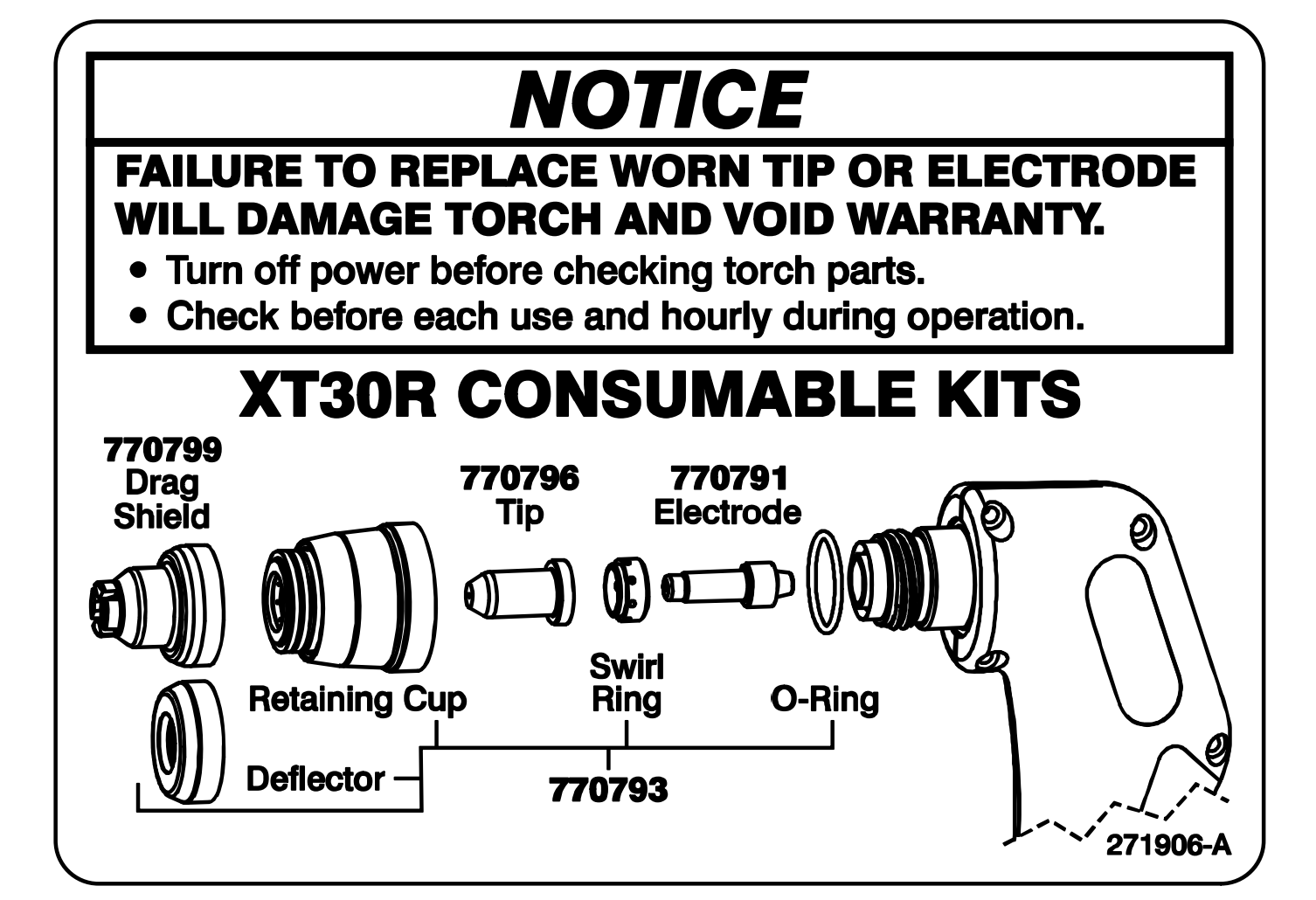
Consumables are in “as new” condition.
I used the 1/16" tool to set the torch height.
I spent quite some time doing test cuts, trying PSI settings from 55 to 110 and IPM from 40 to 100 with amps from 25 to 27 and most wouldn’t cut all the way through for the full test cut.
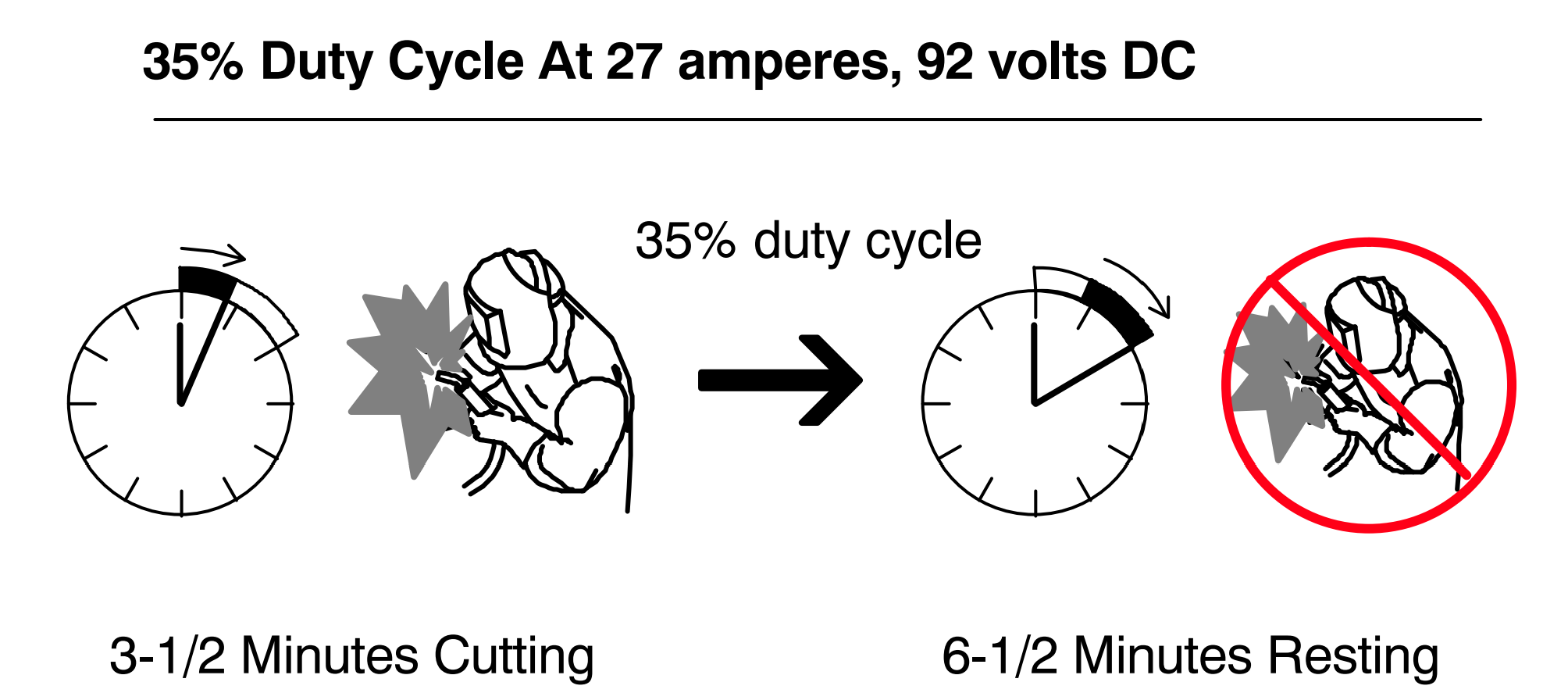
Oddly, my best result was 40IPM (which I thought was pretty darn slow for 16ga) and 100PSI at 27amps with .06 pierce delay.
The test cut at those settings was very good with little dross however… when I cut the sign, the molten slag, not just dross, was super thick on the back and it took about a 1/2 hour of grinding to clean it up. Couldn’t use a wire cup as there were small details I didn’t want destroyed plus I don’t think it would have been able to remove it anyway as it was molten steel.
Extensive cutting charts for the Hobart 27i really don’t exist for the Crossfire so all I can do is try 30 amp settings others are using with different machines but none of those are working. What am I doing wrong?
I’ve never ran it on the CNC machine. But I would run it at its full output amps. You should be able to get I would say North of 50 in per minute for speed.
What is your cut height?
My normal runs of 14 gauge I run at 250 in per minute at 45 amps on with my hypertherm PowerMax 85.
I normally don’t cut any 16 gauge either mostly 14 gauge for my signs and Sheet Metal market knick knacks.
Cut height is 1/16 set with the spacer that came with the table.
Anything more than 50 IPM won’t cut all the way through.
If it can’t cut 16ga I’m hesitant to try 14.
I have a pretty substantial water elimination system (detailed in original post).
The 27i should be able to cut 3/8" so 16ga should cut like butter.
Consumables are in great condition.
Drag shield was removed as per instructions so it’s 1/16" from sheet to tip.
Yes I have the XT30R torch.
I really like my Miller spectrum 375 which is the equivalent rebranded unit but I’ve only used it for ductwork in the field and some 14 gauge stainless stuff in the shop.
OK so it can do 3/8" max cut but still doesn’t explain why the cut in 16ga was so bad.
It ran the full code without stopping.
At 83 IPM, 27 amps and 75-80psi it didn’t cut through at all.
I’ve had issues sourcing good consumables for my Miller in the past.
Make sure your consumables are in good clean condition and installed correctly and then from there just keep slowing down your inches per minute till it cuts.
Are you sure of the air pressure at torch, I would check it with a gauge to be sure. Low air pressure at torch output will cause heavy slag and not cut through material.
That might be the culprit. I’m going to redirect my air lines to shorten the distance to the compressor and install a gauge on the back of the cutter.
Will let everyone know if this works.
Thats a gauge by the motogard filter at the end of the copper air line. From there it’s a 3/8 x 10ft flexhose to the plasma cutter.
I test by using a blow gun at the end of the flexhose to see the constant line pressure while holding the trigger on the blow gun open.
Do not use flex hose, cuts down cfm. Does this plasma machine have an internal air regulator, if so, you need to check air pressure on output of that regulator. Tin probably has schematic of your model of machine.
No internal regulator. What other options are there for connecting air to the cutter? Its a small table so I move it around and a copper line hard connection isn’t possible.