Some information before the wrong suggestions are offered -
1/4" steel plate, it’s large and heavy and as flat as it can be.
Gantry tube was adjusted for squareness when I first got my table; was slightly off from left to right initially.
New consumables used for each new project on 1/4".
Clamp placed directly on material, not to the table.
Using the same settings I’ve used before on this same exact plate is giving me different results however. You’ll see the many brackets already cut (just 2 days ago).
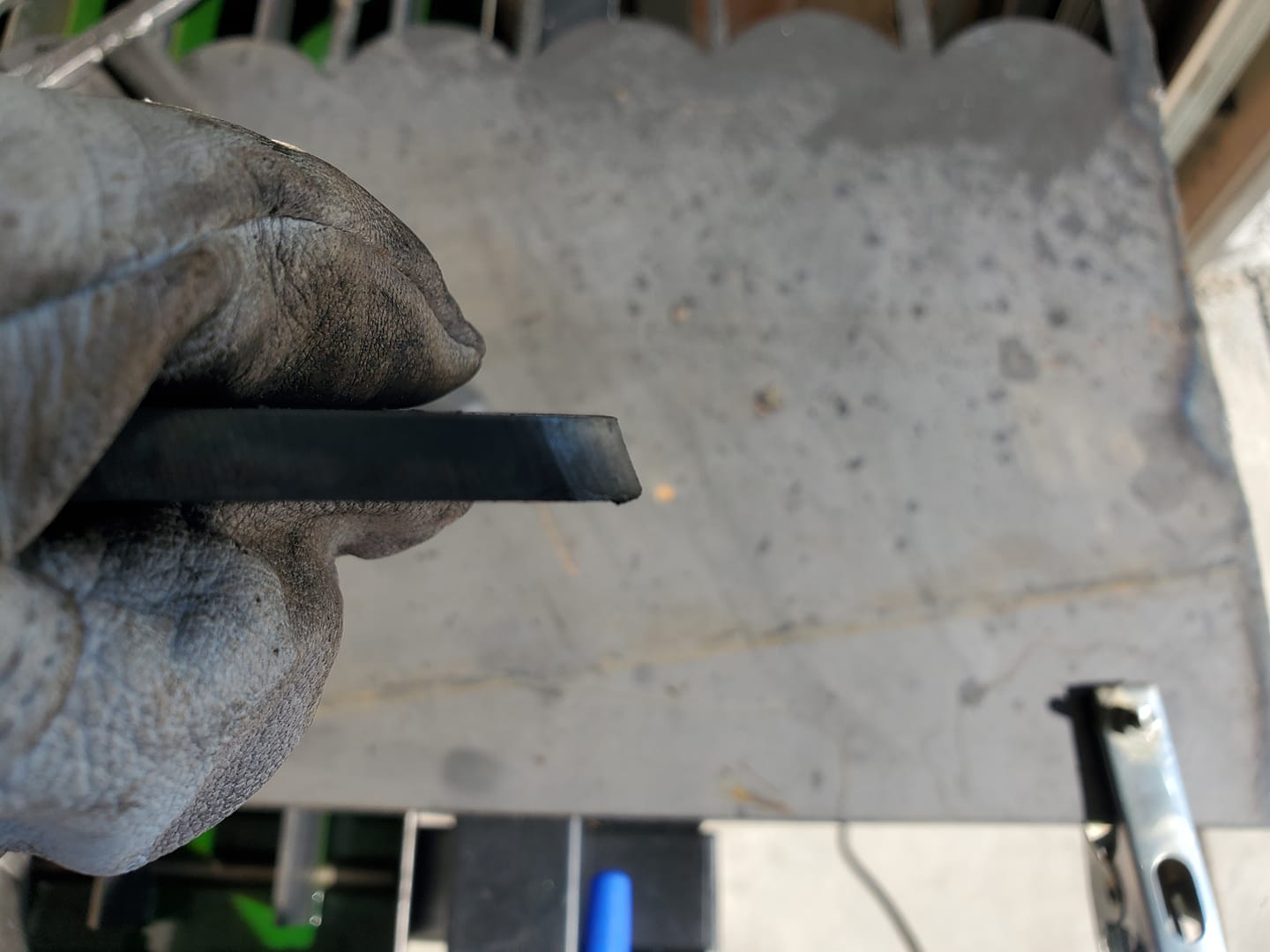
So wondering why my piece didn’t penetrate at all on that bottom end and why the largely different bevels?
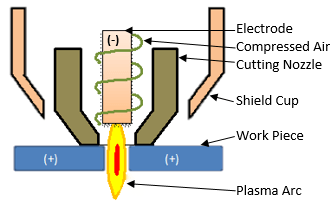
Someone on Facebook suggested I measure my actual torch height tip from my work piece and it measured at .0565 (slight discrepancy from the .065 that’s stated in CAM).
I did not specifically watch this small area, but yes I’m running THC and it works as it should as in it moves down and back up before piercing/cutting and has adjusted itself over long runs on various other pieces I’ve cut before.
You’re thinking THC just went haywire in this particular piece? I wouldn’t be surprised if that or something else is throwing me off. 1/4" isn’t cheap to just cut a bunch of practice pieces out of though.
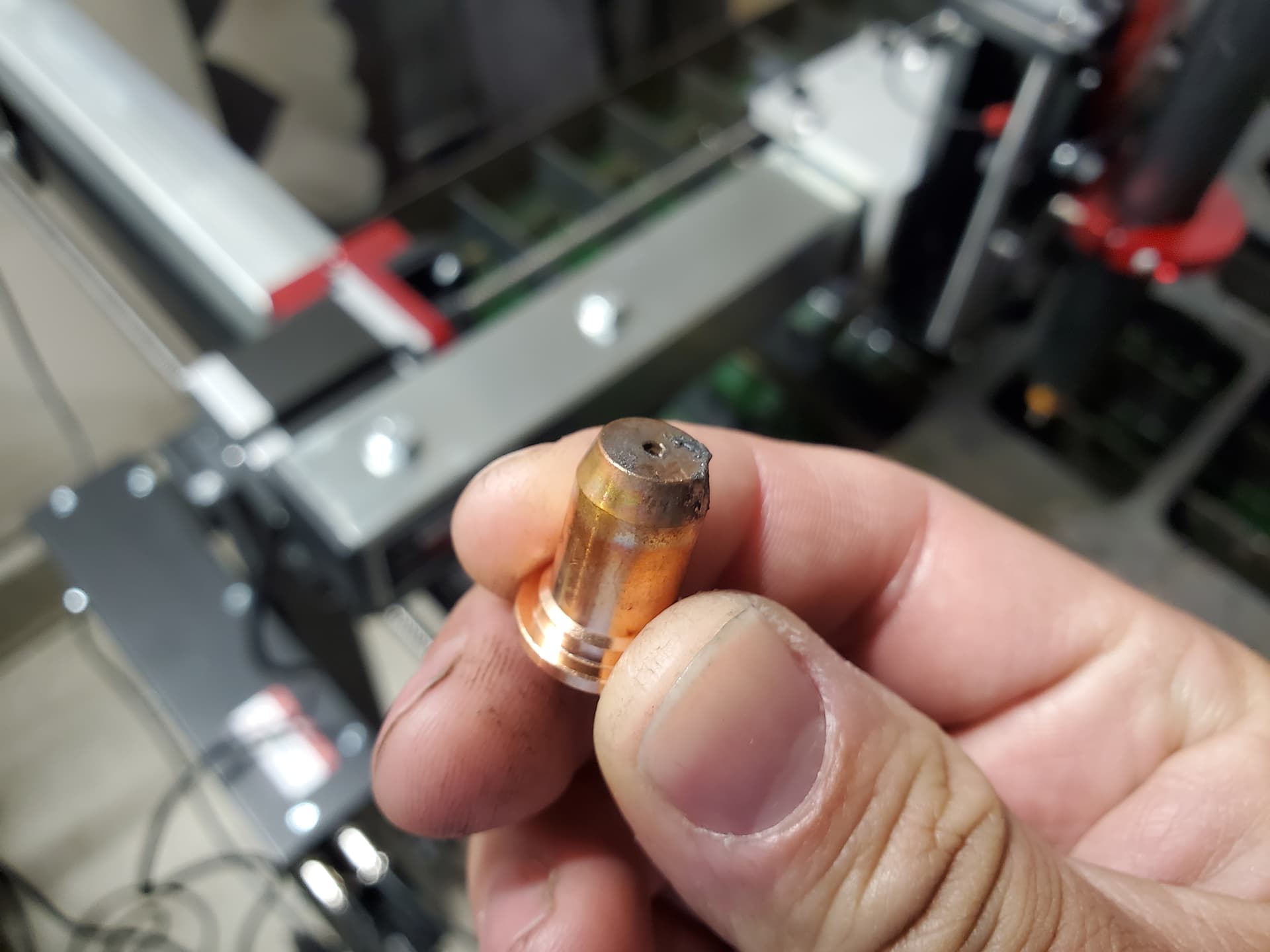
Did you try changing the consumables again? I’ve had some that were bad right from the start.
I did a bunch of testing for a project with a lot of holes and got it as good as I could. I put new consumables in to start the project and they cut horribly from the first pierce. They were good quality Tecmo consumables, but they cut like garbage.
Nozzle was new before cutting the piece above in question; that picture is only after having cut that one single piece. Electrode was new too but thank you for adding a factor I was slightly questioning which was moisture.
I did not. I can do this tomorrow again when I resume cutting again. Rather than continuing to work while being frustrated, I walked away and figured I’d assess with suggestions offered here.
A short 3 ft run from compressor to a water separator, M60 air filter, out via a short 3 ft run to a water separator and directly to my plasma cutter.
Air compressor is drained each and every day I run it, and on each new day I turn it on and run the drain to get rid of any moisture build up from sitting overnight (if any).
So filtration is at a minimum, but I try my best to keep it out as much as possible. Water separators are empty and filter looks to be damn new still.
Those weird bevels are your torch moving up and down.
Torch moves up bevel on the top. Torch moves down bevel on the bottom.
No bevel plasma arc is in the middle of steel.
I just had a similar experience to your for the last two days. I was having incredible difficulty cutting 5/16. This may not be your problem but it took me one and half days to figure this out. I had cut experiences very similar to what your showing up there. I went through 5 nozzles, and while they didnt look horrible they were worn way too fast in my opinion. I have all different sized nozzles all kept nice and neat in little drawers. Well, turns out I have 40 amp nozzles in my 50 amp drawer. They were labeled as mm. rather than in amps like George sales. These were a batch that came with my plasma cutter when I bought it. It has driven me nuts for a day and a half. My bevel was crazy, semi cut throughs like that. I was cutting at 48 amps on 40 amp nozzles just didnt realize it. I rewired my THC, I reached out to @mechanic416 and @Bigdaddy2166 . Both were helpful but but of course what they suggested I do did not fix my issue as I had a big idiot moment all day! You may have already confirmed you had the correct tip, but if not CHECK IT! lol. good luck.