As soon as you regenerate a line of code in firecontrol it goes back to how it was before you applied the modifications.
I just send all my programs from Fusion with the Pierce delay I want and almost never ever modify anything in fire control.
As soon as you regenerate a line of code in firecontrol it goes back to how it was before you applied the modifications.
I just send all my programs from Fusion with the Pierce delay I want and almost never ever modify anything in fire control.
What do you mean the one direction?
Hopefully you’re organizing your inside and outside cuts correctly.
.7 seems really long. .4 usually works fine for me on anything less than 2mm thick.
The point of my earlier post was that .4 was too long for the first pierce, but worked fine for subsequent pierces.
Yes I see that, I redid the reductions. However if I dont do the reductions it doesnt matter what I do in Sheetcam I still get the 2-3S pierce, so Im kinda screwed until I can figure our why it is doing that, as it makes a hell of a mess at the pierce point or on small features.
You did not elaborate on a few of the questions you asked above. Im wondering if the fine cut swirl ring has a significant effect?
Also re the one-direction thing, basically as it cuts left to right it has dross, but right to left it doesnt.
Everything I try is making things worse. Ive tried going down to 25A and slower speed but its warping parts and not cutting properly.
using a Hypertherm people are saying you need to add 0.5 to pierce delay due tot eh way the relays fire.
was not aware that the cut direction was critical, I assumed the post processor would handle things like this. It appears both my internal and external cuts are incorrect oreintation - internal has been going clockwise, external anticlockwise, so I will need to set defaults for reverse direction for both operations.
Additionally, it appears I am not getting the default 1" rapid retract between loops, the machine is just dragging the tip over the work
post your code or the first 50 lines of it
It all adds up.
clamping directly to the sheet with the work clamp?
Super Dry air?
this one? Unlikely. In firecontrol when using the same parameters how does the chart cut voltage compare to the live voltage during a straight cut ? if it close then its likely good.
What is the current condition of your consumables?
is there a plastic film on the stainless?
do a small test square to start with 2" x2" w 1" hole .
Interesting to have another posting about the torch not retracting…
It is interesting. Maybe we’ll get to see some code on this one.
Ive just discovered I had the wrong post processor running - I had the TD Mod Retract vs the standard V1.6 post. The torch retract is working now. I found another post on the forum that you may have already commented on clarifying this was the wrong post processor - Im unsure why I picked it in the first place.
It’s not a Hypertherm thing. It’s a Firecontrol thing.
Firecontrol measures the delay from when the command to fire the torch is sent.
Hypertherm chart delays are measured based on when the torch actually fires, so you do need to add time to the Hypertherm chart delays.
It’s not a full .5 seconds, though. You’ll need to experiment with reducing it until it becomes unreliable.
That post processor explains the 2 second delay on the first pierce. That is necessary with Thermal Dynamics plasma cutters.
Thanks mate, to I have just discovered I had the wrong post processor so this may be where some of my issues are coming from - had the V1.6 Mod TD retract. This was adding the 1.5S pierce delay and not retracting.
To your other questions. I dont have the fine cut wirl ring, so perhaps I need to get that?
clamping to slats as the clamp tries to lift the sheet - I might make a more suitable clamp as these generic welding clamps dont suit the table for clamping to sheet.
Air is as dry as a bone, I have auto drain on tank, auto drain at eh lowest point in my shop circuit (its a big shop, air reticulated everywhere) and a refrigerated dryer adjacent to the machine.
Thanks, I checked the dip switches and they were fine.
Consumables might be toast now due to my experiments so Ill change again. Ive changed a few times but its becoming an expensive exercise in learning! And no plastic film.
Retract issue solved, thankfully. I might start to get somewhere now I have the correct post processor
thanks for all your help
I was preparing to give you a hard time for not simply using what hypertherm tells you to use in the manual, but decided to do some research first besides just being a hypertherm fanboy and saying “because they said so”. Although, it’s hypertherm, so there is still a little bit of “because they said so”. Lol
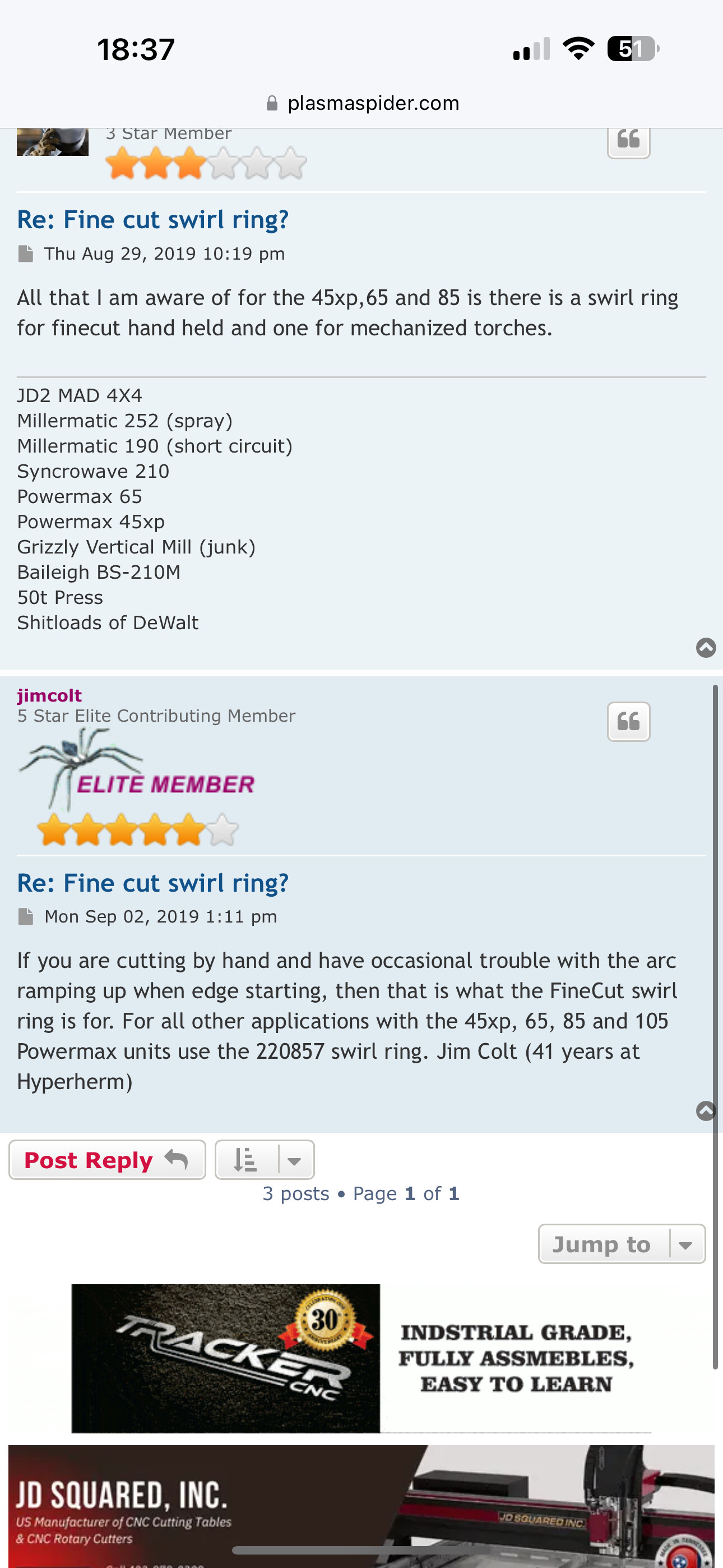
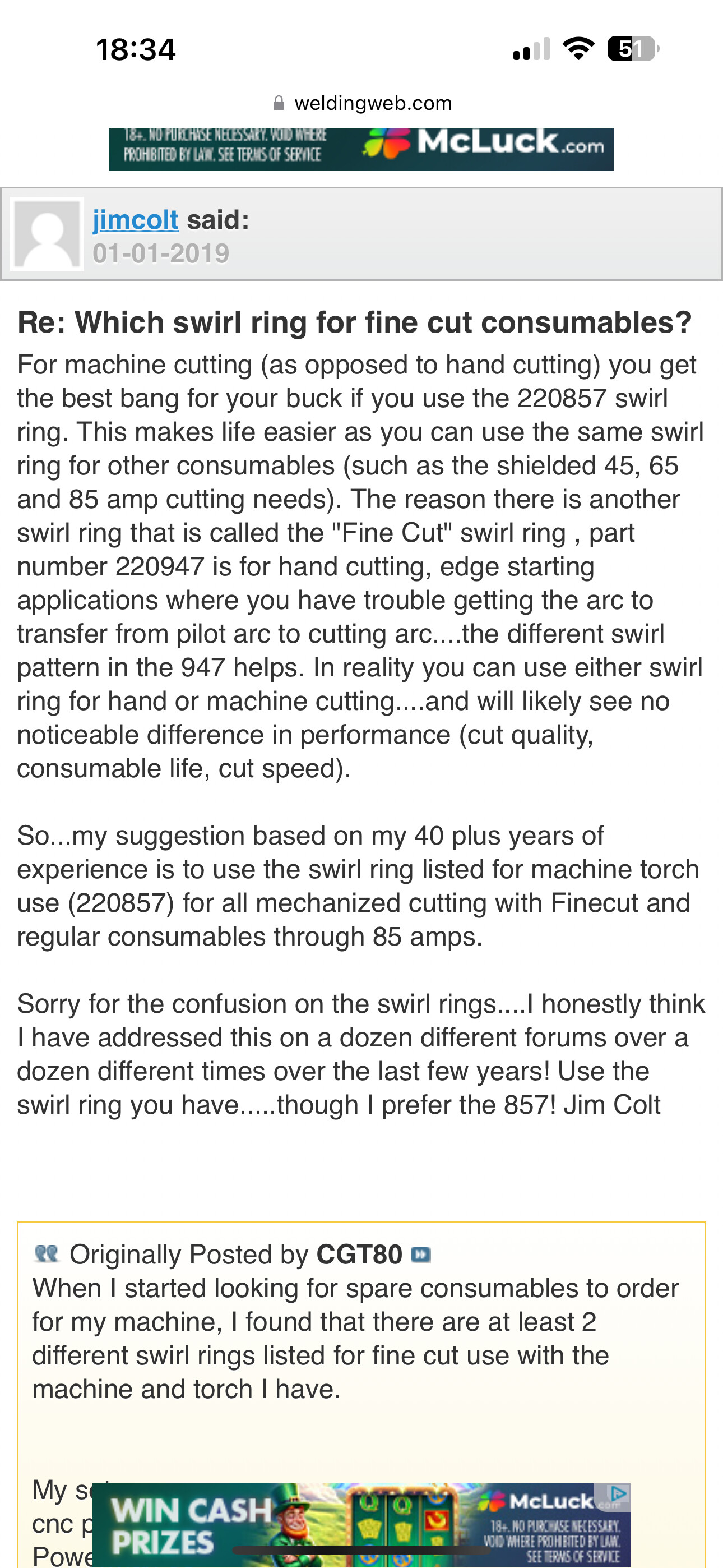
Turns out, the reason for the redesigned swirl ring is for helping get the arc started for hand cutting and the fine cut swirl ring is not required for machine cutting. Jim Colt was a hypertherm engineer, here are two posts from him.
It makes sense for them to say to just use the fine cut swirl ring, saves them from having to clarify the difference in application.
Thanks, I went ahead and ordered a fine cut swirl ring today before you put this post up - ah well never mind.