I have an XR table. I got fed up with issues with my primeweld and bought a Hypertherm 65A. As a part of this change, I’m interested in maybe running shorter slats to get material closer to the water or even under water to reduce warping of cuts made over long and narrow parts (that in the past have popped into a bannna shape after the cut completes).
A few questions:
-
I’ve measured the slats at 0.114 (quoted at 3mm–0.118) on the langmuir site. My local metal yard has 0.125 flat plate. Based on the tolerances I’ve felt so far (moving the slats around), it seems like .125 plate should work. Are there others that have already tried 0.125 plate?
-
I see that the internet seems to like sawtooth slats for cut quality. I could cut a sawtooth into the existing slats (shortening them at the same time to get material to the water level), or into new slats, but based on my experience cutting long and narrow pieces I expect them to warp, especially at my current slat height. How have people solved this?
-
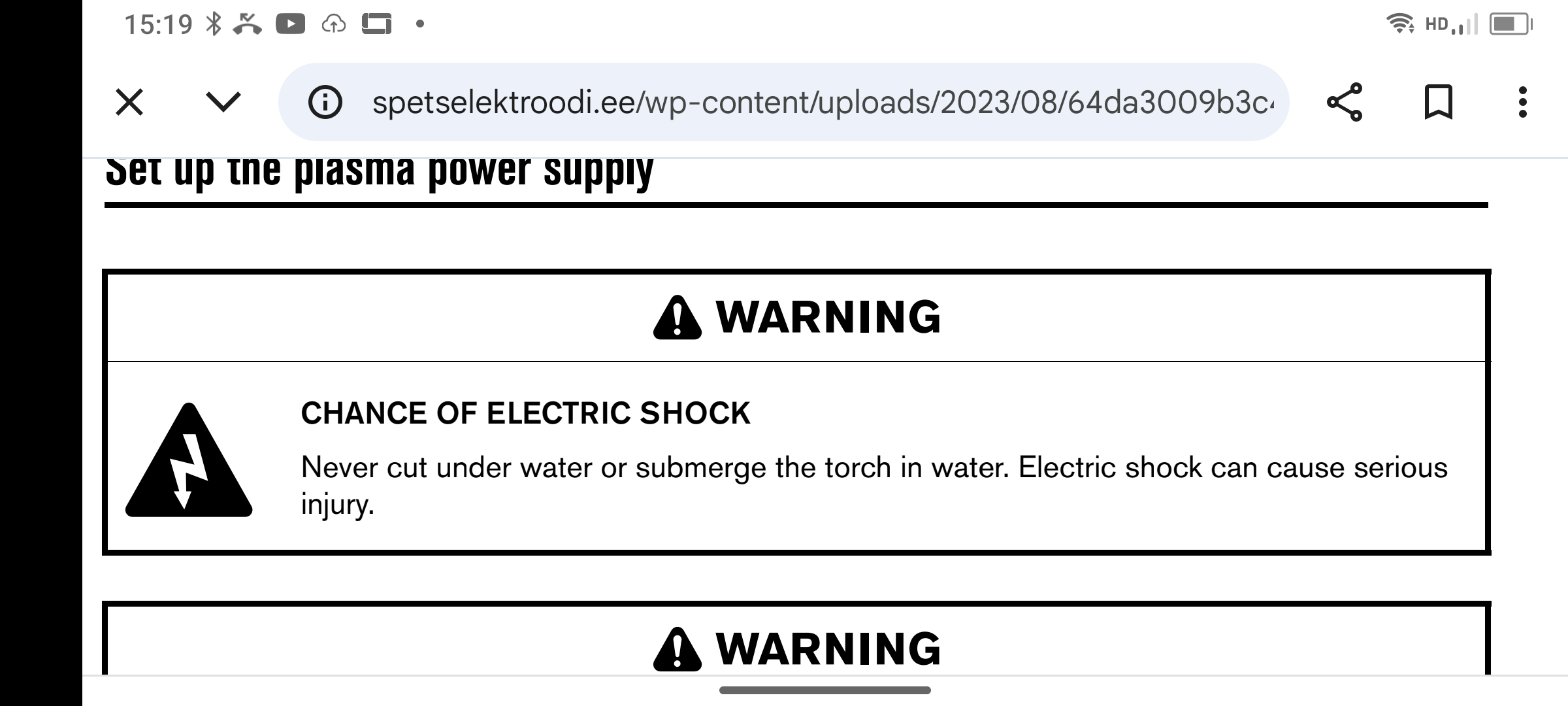
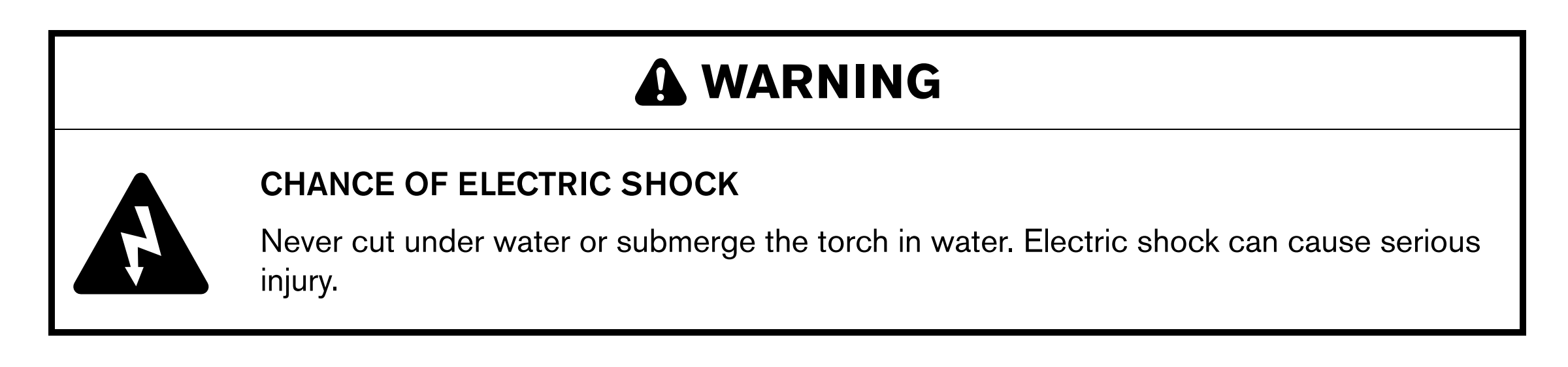
I’ve read that some people cut thinner steel either under water, or with the water right at the under surface of the steel (to immediately cool the steel after the cut, to prevent warping). Will the XR + Hypertherm combination tolerate cutting steel under water? If yes, what depth of water is permissible / optimal above the material? If no, how far does the water need to be under the material? (All so that I may chose my optimal slat height.)
Thank you!
Not sure how well the plasma nozzles going to play being underwater, what you could do though is get one of those spray mist coolers on there to spray water on it while you’re cutting.
1 Like
As long as it’s the original PowerMax and not a SYNC you should be able to do some sallow submerged cutting or just dump water on the sheet as you’re cutting.
Note. Having an incorrect cut height can drastically increase the amount of heat the sheet metal absorbs.
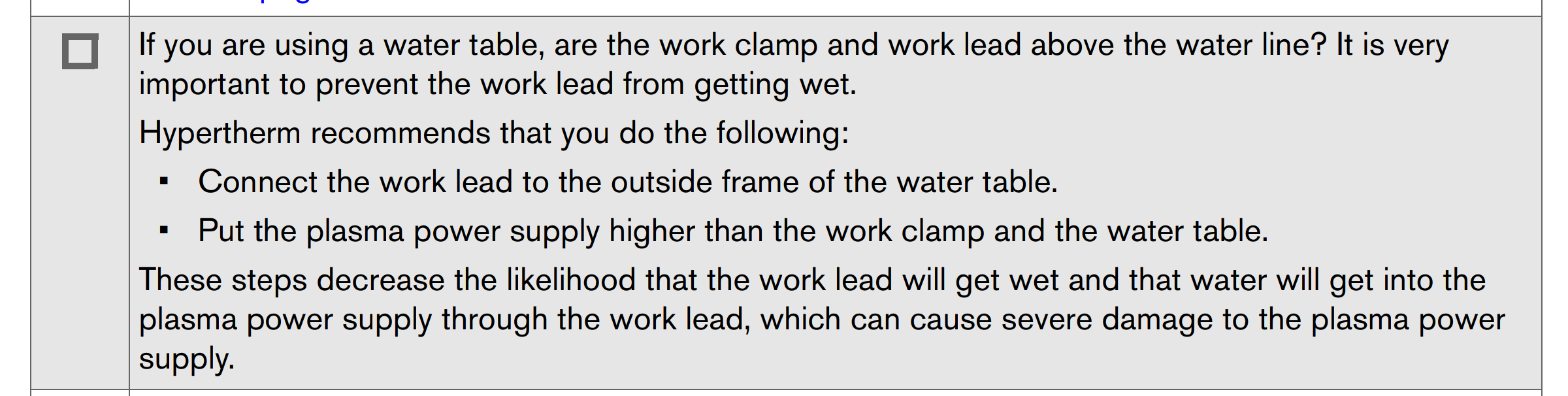
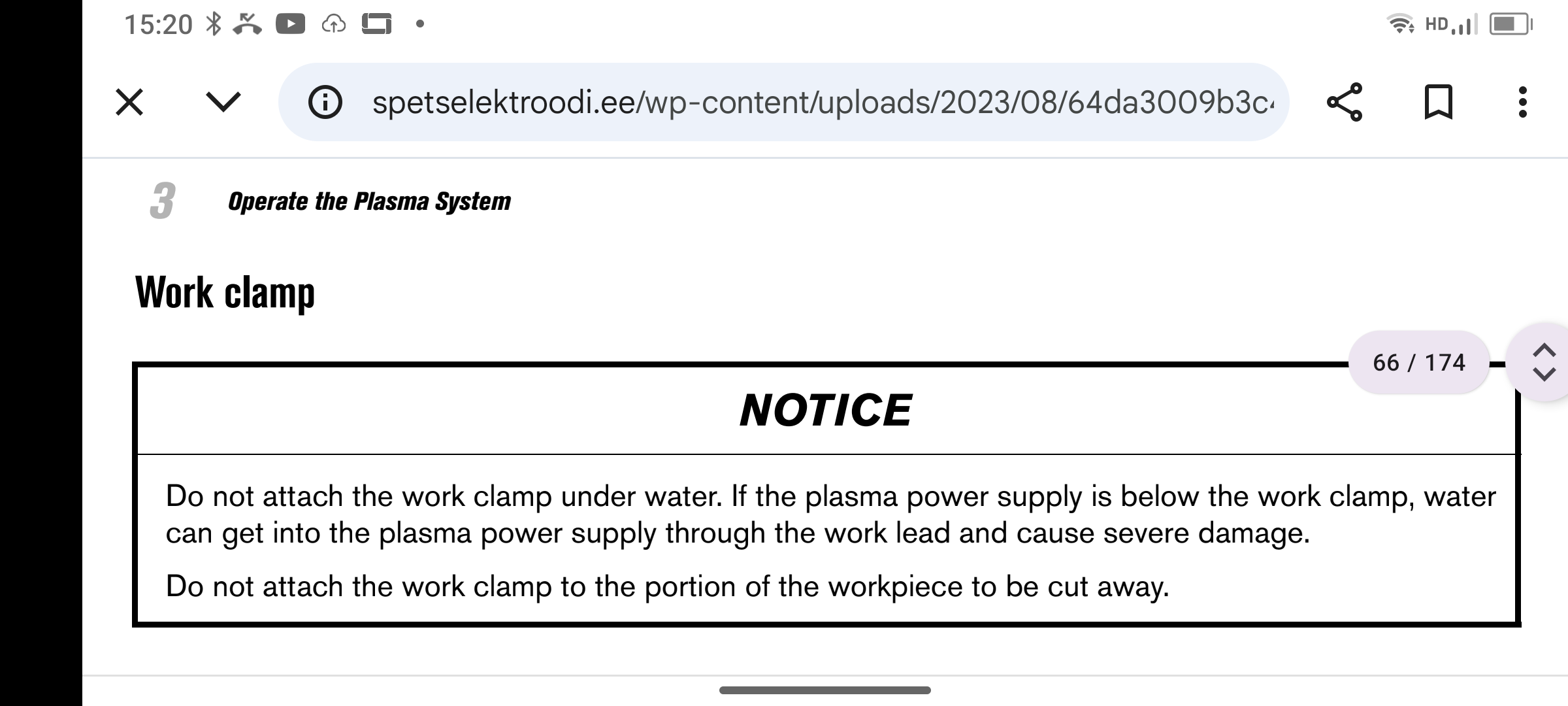
When cutting on a water table especially with submerged cutting make extra sure that when you have your work clamped to the material it isn’t in the water if your machine is below the level of the table. If water starts running down the work clamp cable and into the machine. it can hurt the machine badly. And depending on how the cables hung it could start to pull water out of the table by capillary action.
1 Like
Super helpful, thank you. I’ll make sure to keep the wire from my ground clamp tied up out of the water so it doesn’t wick water down to the machine.
This machine is a Powermax Sync. Is the concern about damage to electronics in the tip?
Would a Powermax Sync work with any water (at all) on the upper surface? Dumped from above? If no to both of these, how far below the cutting surface does the water need to be?
Maybe I am going to have to look at spray mist coolers as well.
Again, many thanks!
Probably some of the concerned about that also maybe concern of the tip shorting something out in the machine.
You also can’t take the SYNC cartridge apart so I’m not sure what happens if it gets flooded with water if you turn off while submerged.
The standard PowerMax all those pieces come apart and can be dried.
Here’s a few blurps from your manual
This is maybe one of the circumstances where they need to have a backwards compatible adapter kit so you can run PowerMax consumables on the SYNC torch.
I have the adapter where you can run the SYNC consumables on my PowerMax but going the other way would be kind of neat if you had a SYNC.
The SYNC manual is quite clear. .pg 36
All that being said if it was my own machine and I needed to do that kind of cutting I would just try it and see what happened. worst case scenario you get electrocuted second worst case scenario you burn up the circuit board inside the hypertherm. I think the most likely outcome would be it would just cut and once in awhile screw up a nozzle. But I don’t mind breaking things to get what I want sometimes.
3 Likes
Tin, you are such a big talker!!! 
@newwwp, usually Tin is telling us to “Be careful!”
2 Likes
I mean, I can just not touch the machine while it’s cutting and / or wear a set of lineman gloves. There’s an optoisolator in line with the connection to my laptop, and an isolation transormer in its power supply. It does seem, though, that for now I should just try to avoid cutting aluminum and only cut steel with the water at most at the bottom of the steel or just barely coming above in areas where the slats are low so as not to damage the consumables. I’m in your camp that I don’t mind damaging the consumables to get a cut that I want, but I guess I should also just try it with the water at the bottom surface to see if I can make some successful cuts first. I guess for now I’ll buy some 2" steel strips from my metal yard and bring the water close to the tops of their edges.
Reading the lines from the manual (that you shared) now, I’m realizing maybe I had misunderstood–they’re (and you’re) describing actual wicking and capillary action of the water into the space between the copper and the insulation on the ground cable. Now I understand I need not just to keep the cable out of the water, but in particular, keep the crimped end of the wire out of the water entirely–regardless of the orientation of the wire on its way to the machine.
1 Like
A few weeks back I added 1x1 square tube on top edges of my XR water table to cut down on water splashing onto shop floor, when cutting next to edges. I added a bead of 3m 4200 sealant along edges before screwing down tubes, no seam leaks if I over fill table. You could do this to your table to have water just over top of your material to cut.
By the way no more water on my shop floor when edge cutting material…
2 Likes