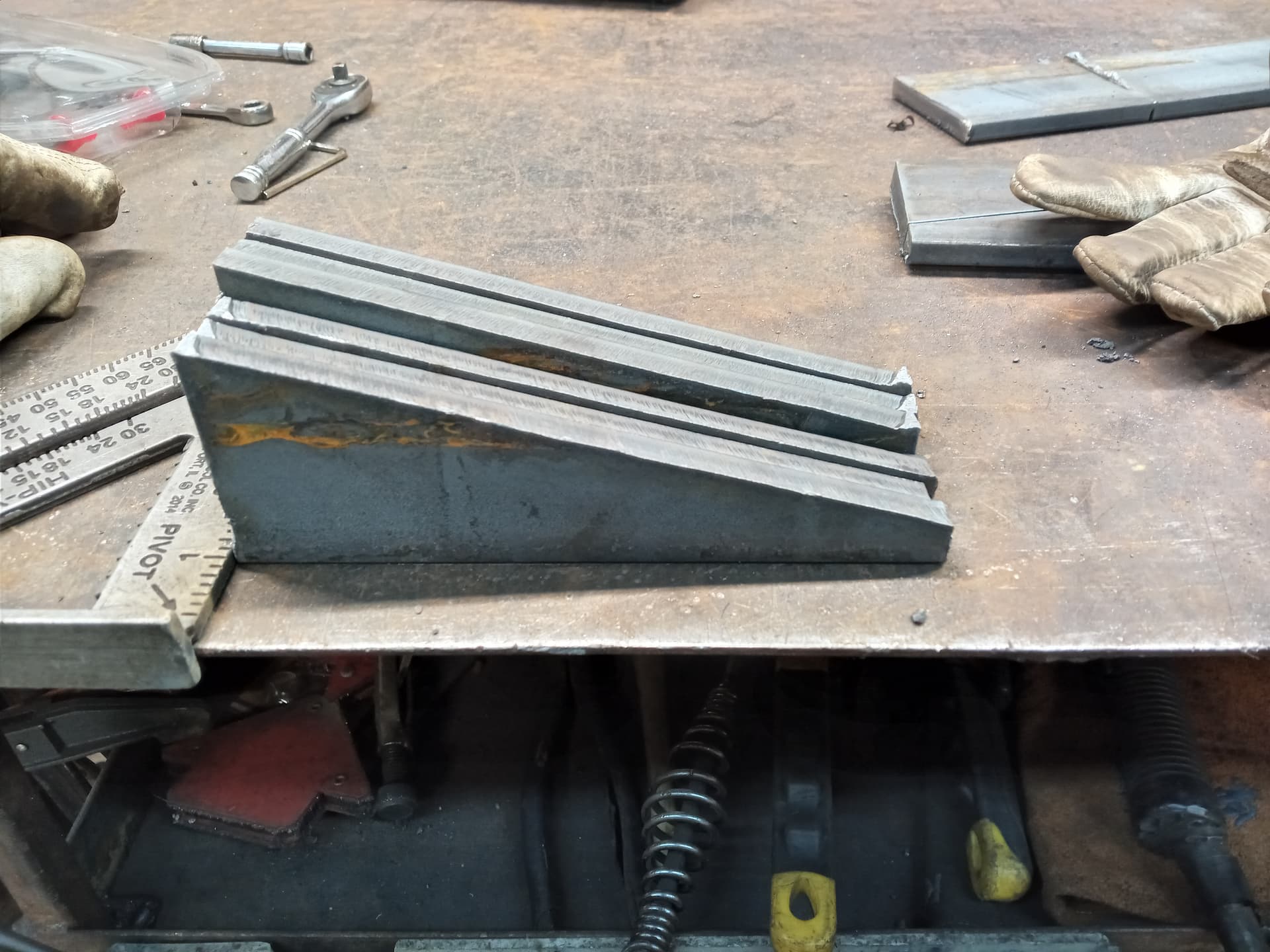
I have uploaded my .f3d file here and also some pictures, but wondering why if I designed my part to be .60" on each end and I designed the CAM to cut down the center…why do I have different widths on each end? This piece of material was bowed a little in some spots maybe a 1/16" or more, so could that be why the difference in the cut widths at each end ? I have the crossfire pro but I do not have THC, is it an issue where the distance is not constant or did I make an error in the CAD or CAM file? Thank you.
I’m guessing the error was in the placement of the piece of metal on the table in relation to the X/Y zero. It is very difficult to place a piece like this and get precise results. To get truly matching pieces the program would need to cut the center and around the perimeter of the part.
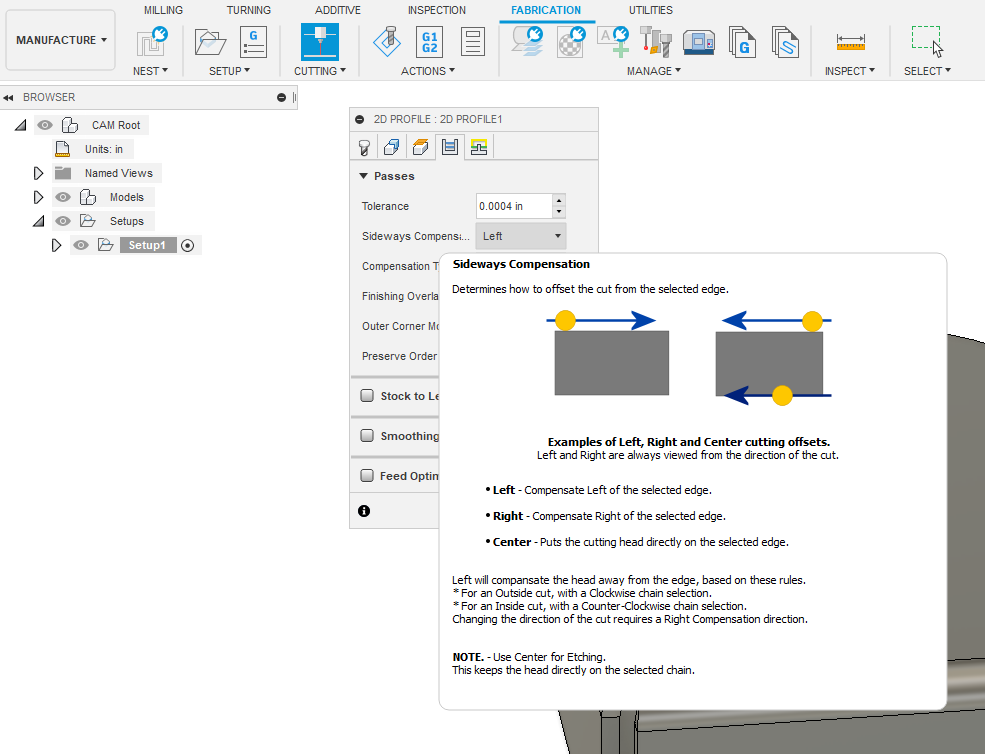
You want to set your justification to center instead of left or right.
When I get down to the office I’ll screenshot something and post it where that setting is.
If you do end up posting your *.f3d file I’ll be able to check it that way as well.
Like @ds690 said cutting out the whole piece and the perimeter is going to give you your best results, ultimately. You’re relying on a lot of user alignment in that method .
Thank you to both for the responses…TinWhisper, I did include the f3d file in the original post above and I have the cut path defined as center but, if you are able to double check it for me that would be awesome.
When I am cutting this 3/8" thick metal…I have not defined the torch height anywhere in my program or at least to my knowledge…but I do know when I was doing the dry run on this piece, in some places the torch was almost hitting the metal and at others it was maybe 1/8" away…would that be enough of change throughout the cut, to cause this issue?
depending on the actual kerf this could be add and taking away from the overall length.
Cutting out the whole part( side and all) will give you the most acute results. The alignment to make this work on a narrow piece of stock is tough to pull off.
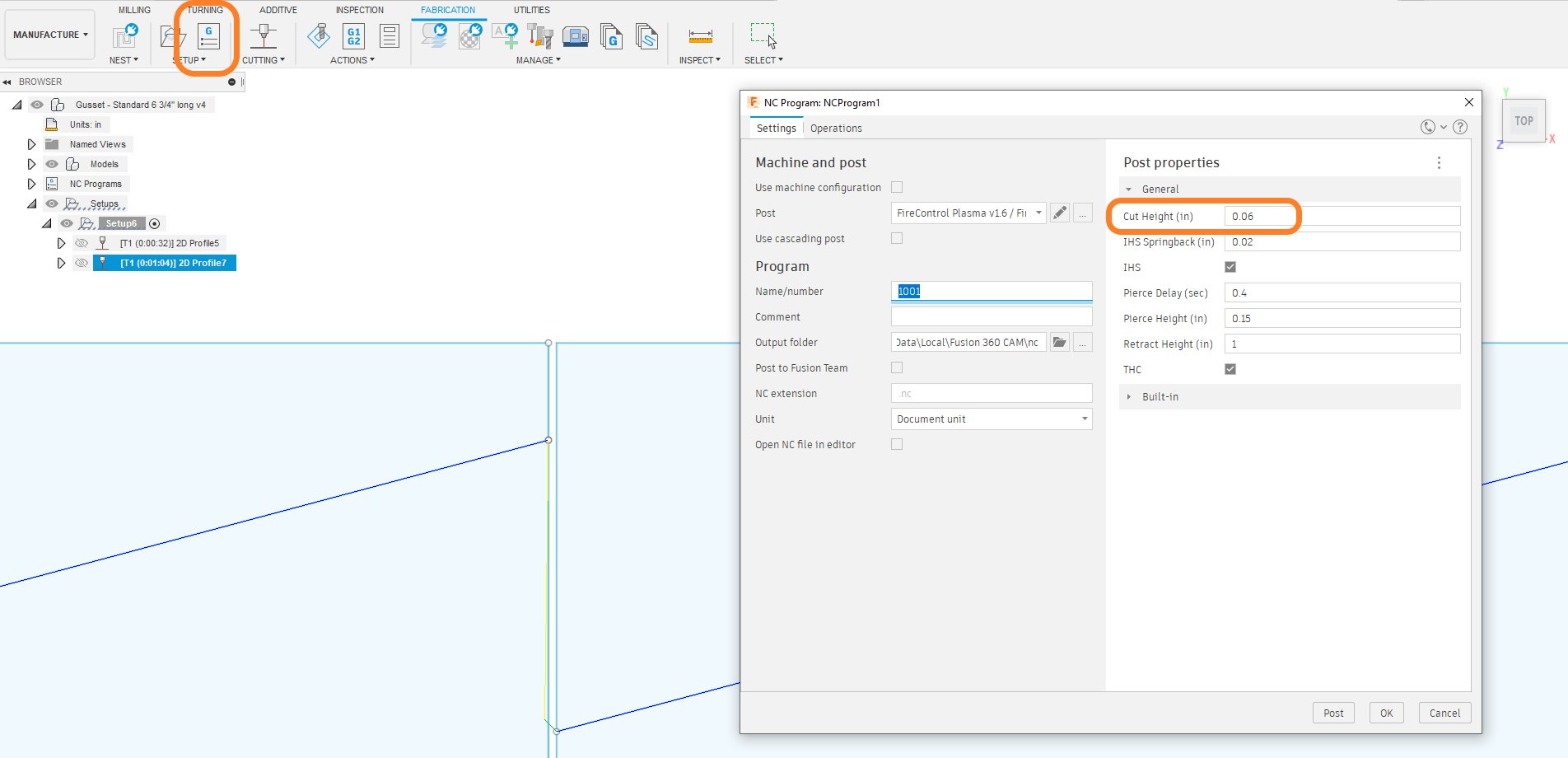
I don’t have the torch height controller yet…I just bought it yesterday. But is there something else I can do or should do at this point for the height adjustments for cutting 3/8" that you can tell. When looking at it, the torch does seem to ride a bit close to the material. But I thought the IHC was doing something to set the torch height…when I start the program it comes down and bumps the metal then goes back up to ‘some’ value…is that value defined by me and what you were referring to in your screenshot?
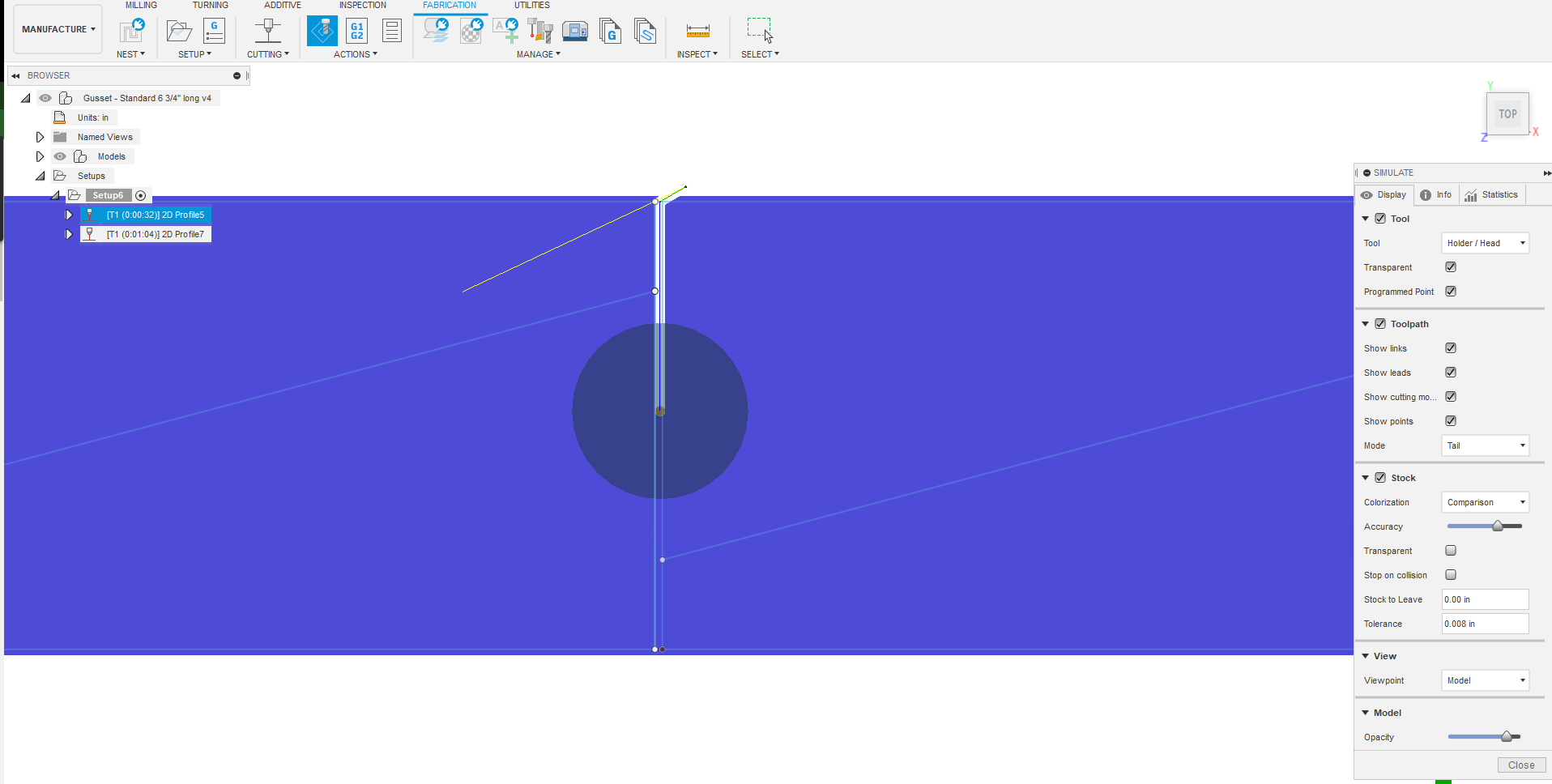
If you don’t have the THC, turn that off in the Fusion setup, but that isn’t causing the issue you have.
The issue is that you are trying to cut a piece of stock in half without cutting around the perimeter of the stock. In order to do this accurately, you must have some way of positioning the piece so that the edge of the stock is exactly aligned with the edge of the hole in the nozzle of the torch when you set the X/Y zero. In addition to that, the edge of the stock has to be exactly aligned with the X or Y travel of the torch(whichever direction you are cutting). If either of those things are misaligned, your pieces will not be equal no matter what you do in CAD.
yes sir, my question really is, what is that parameter doing? Is it really setting the distance that the torch will stay during the entire cut between the metal and torch?
I understand, I did try to make sure the piece of metal was perfectly lined up with the XY axis but as far as being parallel, but had to eyeball the starting point on the left end of stock…thank you!
That cut height will only be accurate the moment after your initial height sensing is done.
Since you have no THC z-axis to perform any sort of compensation.
The only way your cut height would be accurate through the entire cut without torch height controlling is if your plate is perfectly planar to your YX axis. ( This is likely never to occur in reality)
Ah ok…so when the program fires and the torch comes down and bumps the material, it goes back to the parameter defined here…and it remains at that height throughout the entire cut since I do not have THC, gotcha. Thanks!