He’s doing 1/8 aluminum. Do you have good settings for that?
i guess i should have added that I have ONLY cut those 2 types of metal. never cut aluminum before.
1 Like
Me to, I have only cut 18g steel with mine so far so I’ve not got much to offer him either.
Would be really curious to see what you guys can accomplish with some 1/8 inch aluminum…
Seems to be a whole different ball game.
1 Like
Only aluminum that I know of that I have is some diamond plate aluminum but I’m not even sure that it is 1/16? I may drag it out in a few days and see what it does.
If you do let me know what you find out like to see your results
1 Like
If you’re using shielded tips, you want to shim at .030", because the nozzle is .030" above the shield. Obviously this makes it possible to catch on a smaller booger, but it might help make the booger smaller.
I usually shim it . 030 - .035 for George. Nothing but boogers at Pierce when it goes around the hole. Slot, or just about any other cut the top hits the booger and moves the material damn near every time…
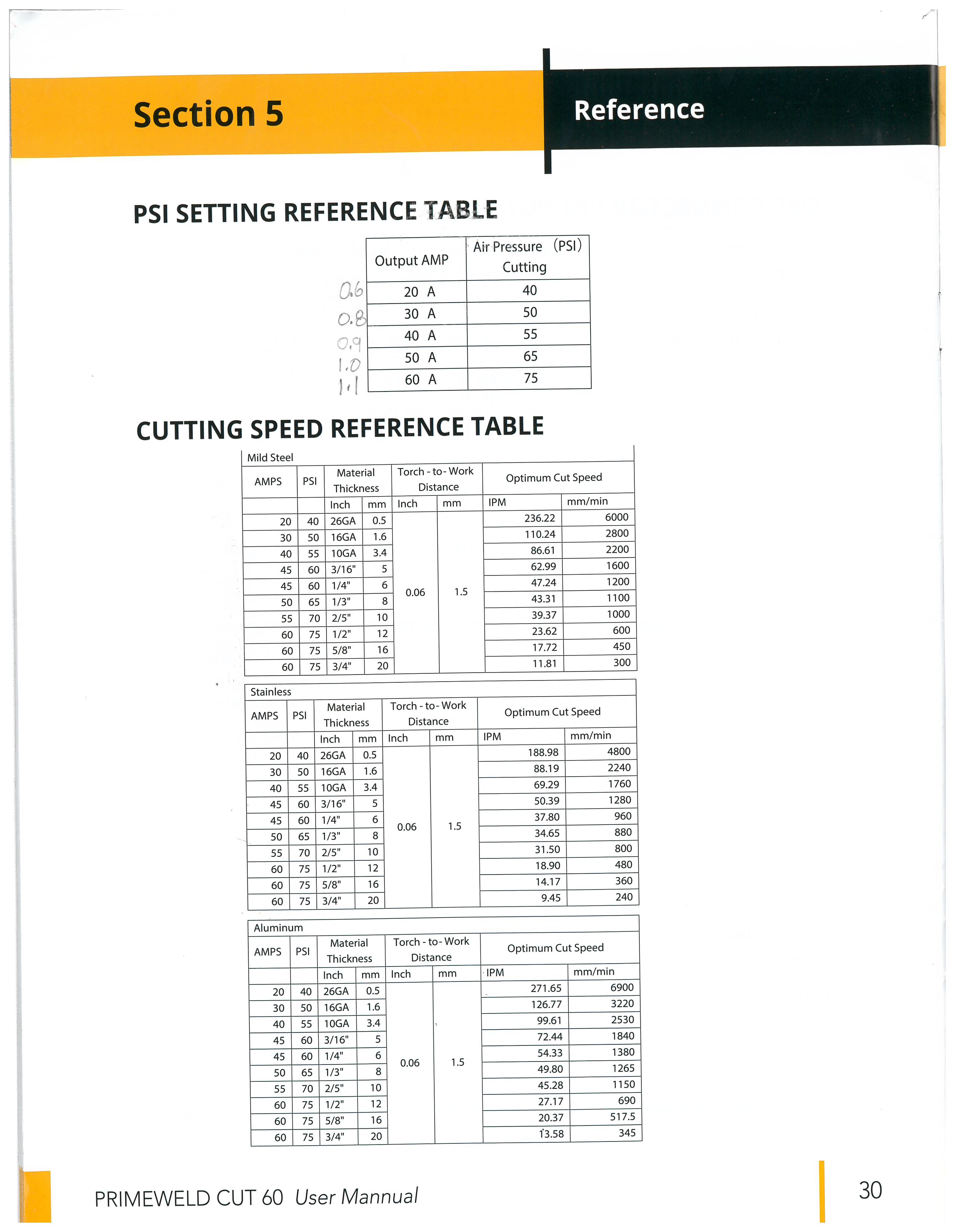
That chart is irrelevant to aluminum I’ve tried everything on it nothing works just saying
well your welcome it seemed like you needed settings so that is what I sent
Thanks anyway I didn’t mean anything by it. Just getting frustrated if tried just about everything and nothing is working aluminum is my go-to it’s about all I use for my products. Still cuts a lot better yeah, but it doesn’t bend like aluminum or as late as aluminum for shipping
1 Like
I know that the chart is a starting point but the speed for 1/8 on the chart is approx. 99 ipm and you said you were cutting at 130 ipm I do not know much about this yet so this is free advise and as such it is really worth what you paid for it. but as mentioned above may need to slow down the IPM? And I get it about being frustrated so no worries… cup of coffee or tea and a few min down time…
cup of coffee or tea and a few min down time…
I’m going down to 30 IPM all the way up to 130 IPM at different variations. Trying to be trying some new stuff tomorrow. As far as down time goes I’ve been pretty much down since Christmas LOL really don’t need any more down time. Between fighting with this thing and my 50 hour a week job and normal everyday life I can’t seem to get anything done just trying to figure this out is so time consuming…
1 Like
This may not be relevant but I will put it out there. I run a wire edm and this is an issue with aluminum (they don’t want it to oxidize and be ugly for selling)
#1 Is your aluminum anodized? If so you will not get a good ground, easiest way to check is with a multimeter and ohms, don’t scratch part just put + on plate and then - do you get a 0.00 reading? If not aluminum is sealed with anodizing.
#2 Is the aluminum 7075? if it is Zinc content may be @ 6% or so, this will make the surface prone to oxidize, causing same issue with grounding. (plus dont breathe cut water vapor bad stuff)
#3 if it is 6063 it is used for a lot of “outdoor” uses due to higher corrosion Resistance which a lot of the time combined with anodizing (corner/door moldings etc on like aluminum trailers)
Either condition may effect the grounding of the plate, maybe trying grounding to the plate itself if slats are dirty and rusty
Eta…
Added spaces to break up wall of text
2 Likes
I hope you get it going there are a lot of great suggestions here I hope one of them helps.
Have a great night…
It is 5052 1/8" thick I always ground directly to the material, found this out about a year and a half ago after trying to ground to the drain as suggested… That doesn’t work… Lol
1 Like
You should be using the same settings as when you used the viper 30 if they worked.
Also you said something about 30 amp shielded tips at 45 amps, that won’t work. And there is no 30 amp shielded consumables for the Primeweld 60
Please let us know what fixes your issue I have this unit and am planning on using it with the CrossFire Pro when I receive it.
Will do if I can ever figure it out