I’ve been toting around a Vulcan MIG Max 215 (Harbor Freight) since 2018. By toting, I mean it’s in the rear compartment of my service truck. Subjected to the dust, and not a smooth ride as most of my work is off pavement.
I have put probably 20 10# rolls of flux cored wire through it over the years. By comparison, I only drag out my stick welding leads once a year…if that.
Picked up a second one that was on “Clearance” which is to say it was a returned item. That lives in my trailer for shielded gas welding, and spool gun.
The Vulcan mig max 215 has been a great mig welder for me as well.7 years now on mine not a hiccup. Now the pro tig 205 Vulcan is another story,6-10 hours of aluminum welding ac side stopped working on three different 205. now looking for better tig machine.
Ended up getting the Everlast MTS Lighting 275! Does everything I want. Now I can do some serious TIG. After I learn how I did get the dry torch add on, as I’m likely not going to need the water cooler anytime soon. One step at a time.
The control panel is very nice, very easy to operate and find all the settings. I hadn’t used an analog machine with dials, but I can see how it would be just as easy after you know what all the settings mean. I messed around with stick welding some thick 1/4 and had no problem, MIG leaves a very nice bead.
The only thing I’ve noticed with MIG is the wire doesn’t seem to retract enough and ends up getting stuck in the puddle at the end of the bead, overall the “stick out” seems to be too far out. Any way to adjust this? I thought it was backburn seconds, but that didn’t seem to do much.
I also ordered the CNC torch for my 52i. I called and ordered it over the phone, which I would suggest if you have previous products from everlast. They really take care of existing customers
I’ve never know a MIG to retract the filler wire. Just cuts power to the weld and the drive motor. You should have a 1/8 to 3/16 air gap that is all arc and spray when welding. If your filler metal is submerged in the weld puddle while you are welding, turn down your feed. too much stick out means move the torch nozzle closer.
Thanks for this. Maybe that is the case. I’ll reduce wire speed. The burn back feature prevents a ball forming on the wire tip so the next weld is clean and you don’t need to snip the wire tip off.
My opinion is to turn it off. Dial that machine in so that it sounds like bacon frying, and you will be on your way. All these features are just a hindrance to learning welding—my two cents from the old guy.
Well my Millermatic died after 20 years and the mother board is unavailable for my machine. So I am in the market for a new mig welder with a spool gun. Miller is very expensive compared to a lot of machines out there. If you were to buy one I am down to the Hobart Ironman 240 or the Everlast 312i both with spool guns. I know Hobart is basically a Miller so I have confidence in that but Everlast seems to be a very sold machine. As far as the Hobart being and American company I assume most if not all parts are made overseas. Any thoughts, I don’t want to go down a Mig welder rabbit hole so these are my two finalist.
I have a Lincoln 260 Mig that works excellently. My Tig machine is an Everlast 315LX and an old Miller Syncro wave 350 transformer machine.
The Lincoln is a new generation that has a preset menu for different metal thicknesses. I’m old-school and override it most of the time. If it doesn’t sound like bacon frying, then it’s set wrong.
I’ve owned a Lincoln for around 10 years and an Everlast for around 4. I love my Everlast. Now they have a newer version that’s more digital. I recommend this as the last welder you’ll ever need. I know it’s more on the pricy side but buy once and cry once. Cyclone 253DPi | Everlast Generators
I’ve been happy with the 275 MTS and can MIG, TIG, Stick. I enjoy TIG and learning to weld aluminum. Everlast support is great as well. They take care of you and your machine.
Post the model number let’s see if we can find that board.
I’m a big Miller fan boy. Remember your last one lasted 20 years.
We have the Miller 255 with a spoolie. It is a very fine machine.
We also have the big Primeweld TIG welder which is quite nice.
We had an everlast TIG welder for a while but sold it because it was just unreliable. Seem to be all over the place as far as amps go. And everlast customer support could not figure it out.
If you have a Miller and its over 15 years old you have a made in the USA welder. If its newer then 15 years its a assembled in the USA Chinese welder that’s about the time it was bought out by a Chinese holding company.
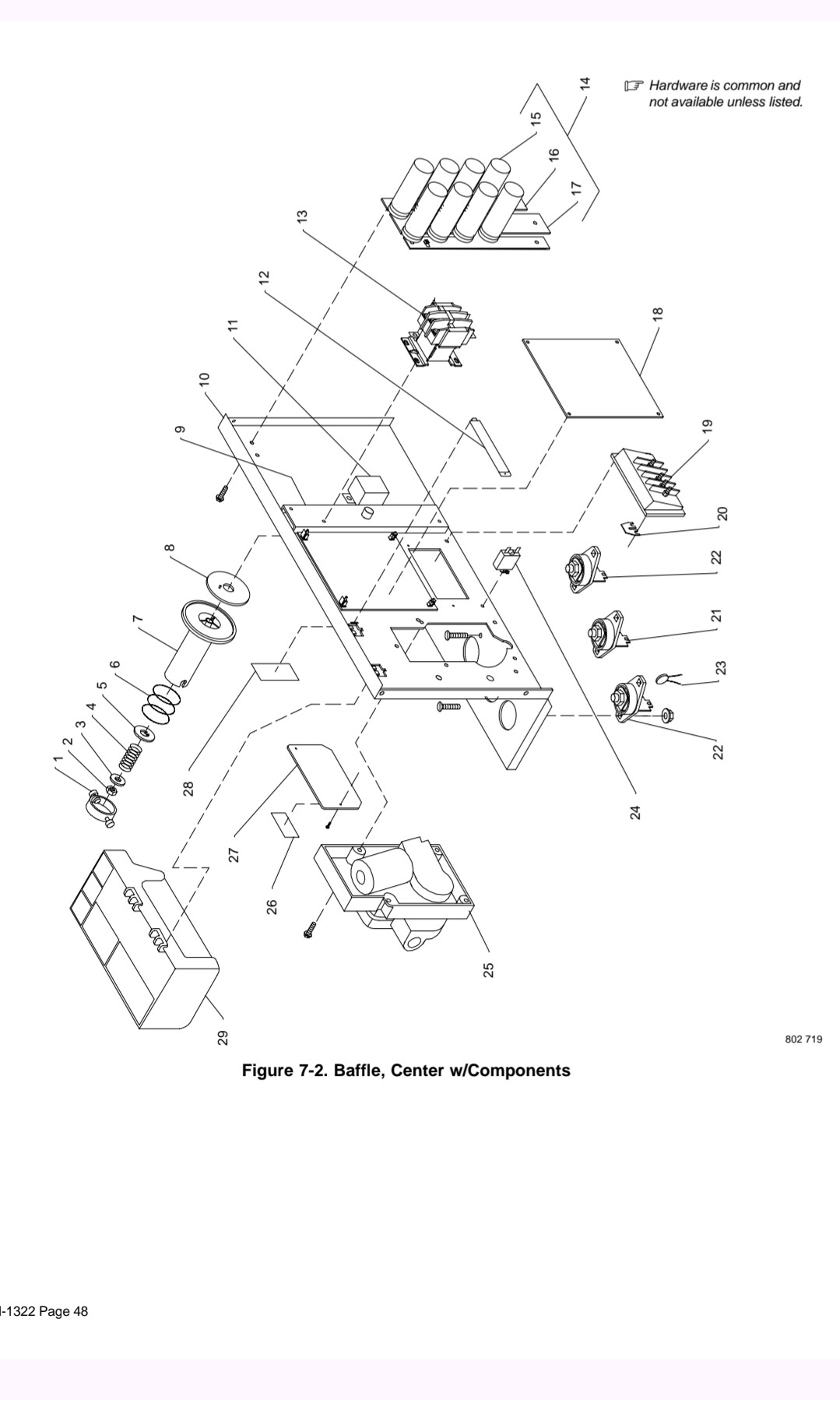
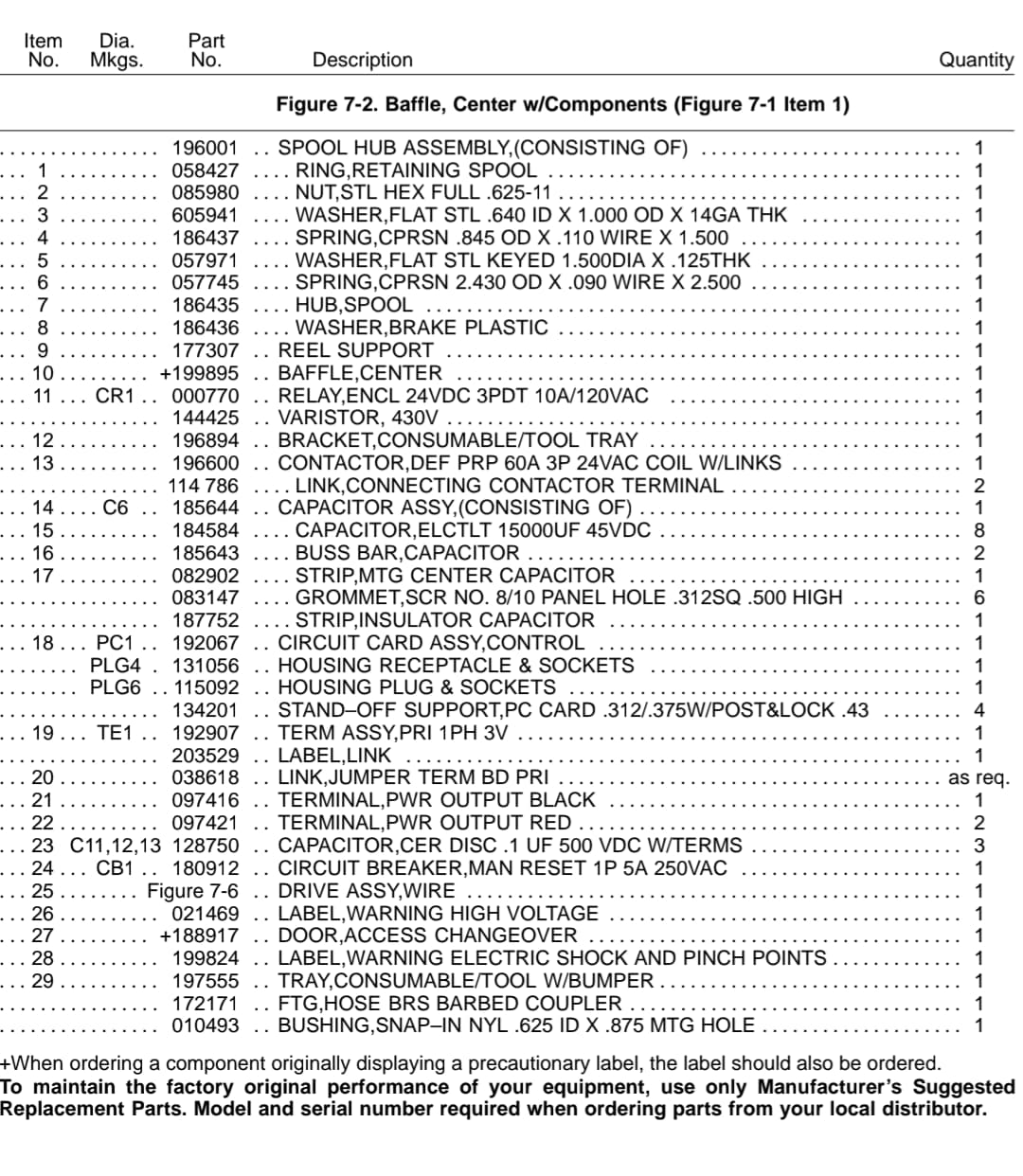
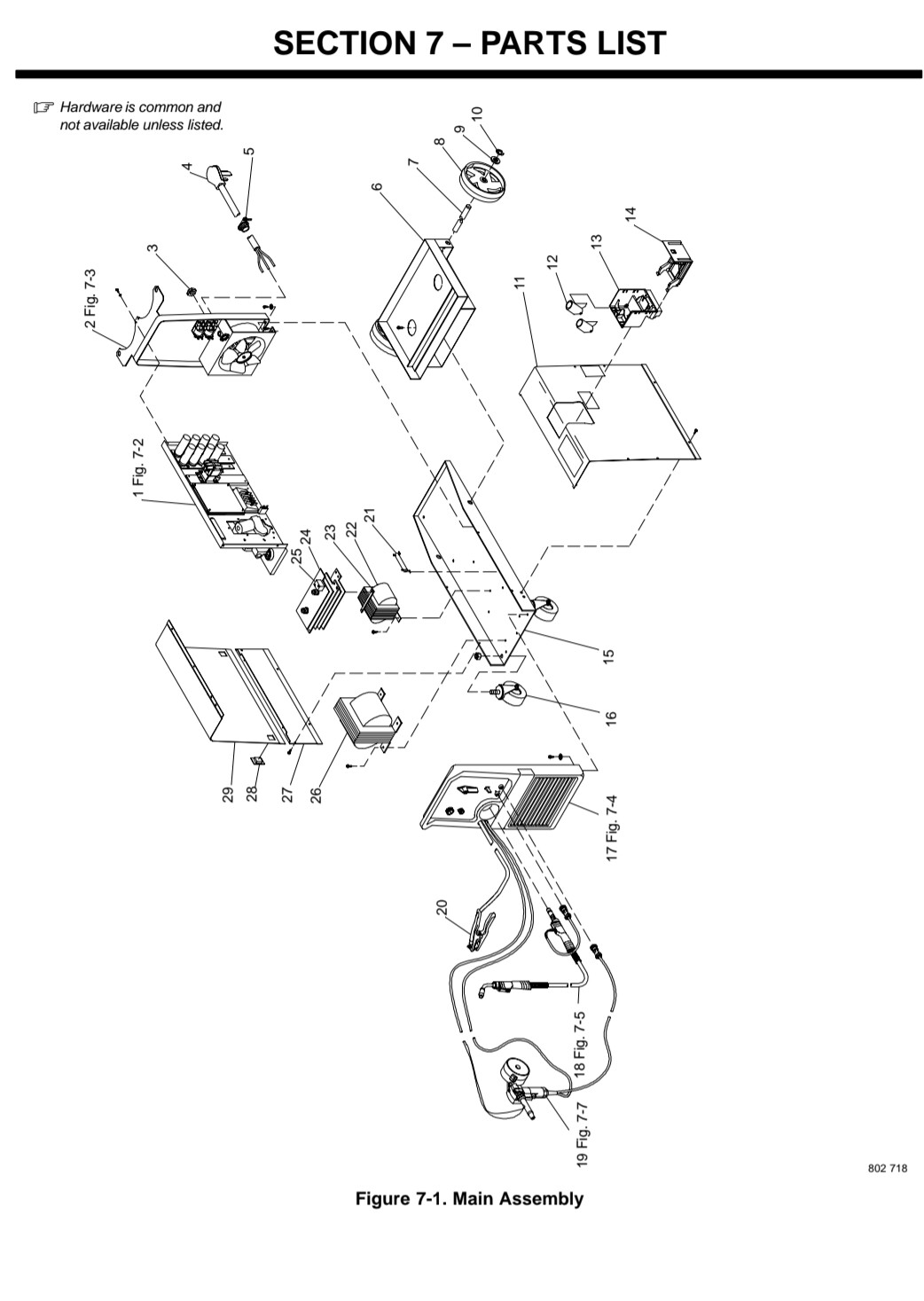
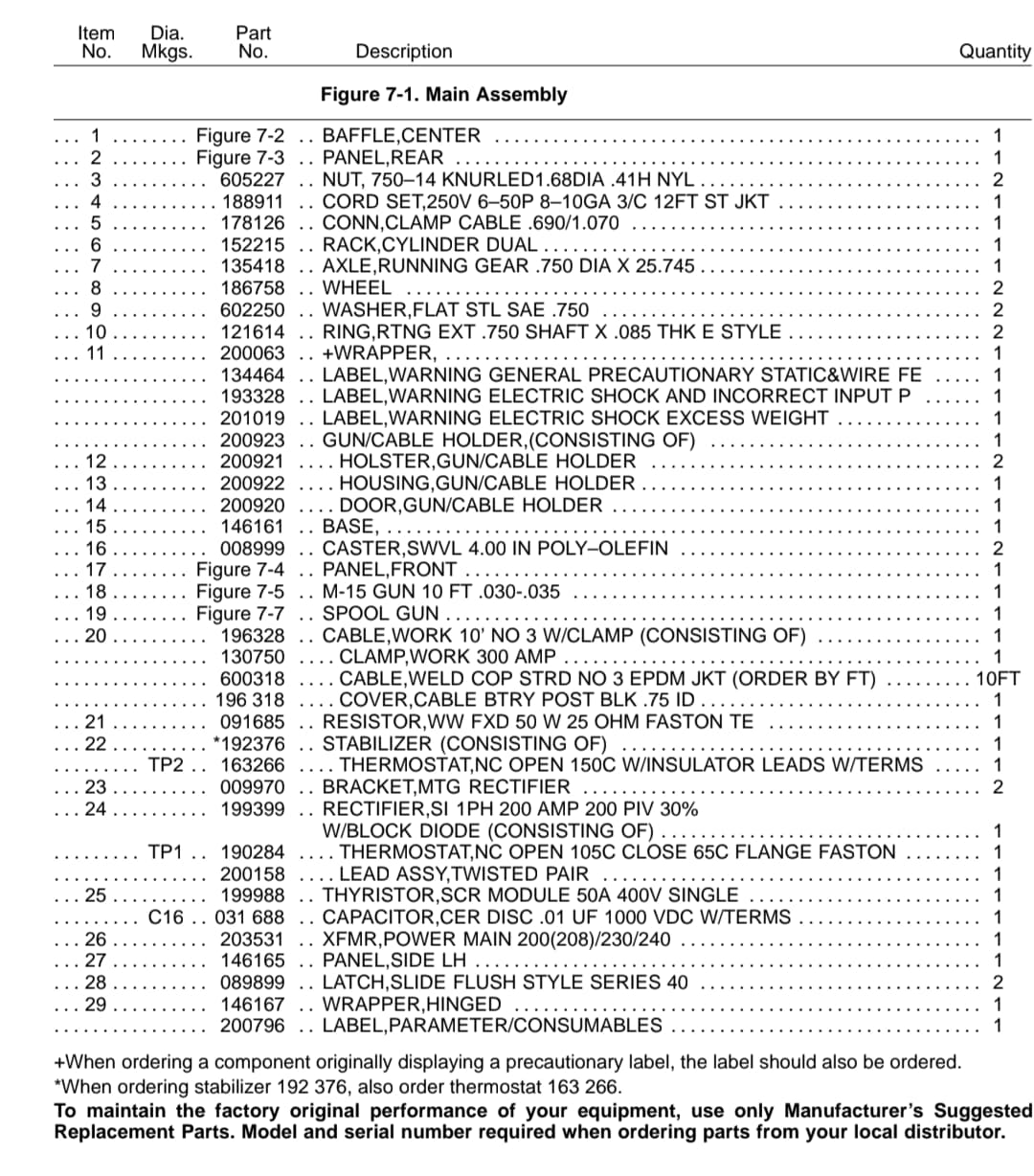
LA281632 Millermatic Pulser I spoke with a tech from our local welder supply store and he had me check a few things with no luck. He told me if it was the board there is no replacement. I would love to be able to fix this machine. I may look for another company to look at it, but at $175hr and 20 years old I am a little hesitant. I have a little knowledge and understanding about electronics so I can look at some easier things that may be wrong. I am leaning toward the main transformer 220 volts are going in but nothing coming out. The mother board looks good to me no burns or hot spots and all the electronics look good. The machine turns on the trigger works the wire feed but no power at wire on either gun.
Contactor works. yes leaning toward 26 I did see that the Rectifier was available I hate to gamble that much. I will do a little more research to find someone to look at it. My first guy did not seem to interested in it so I will find another. I do believe putting money in the machine is worth it. I guess anything less than $1000.00 is worth it for how good the machine has been for me.